
工艺介绍
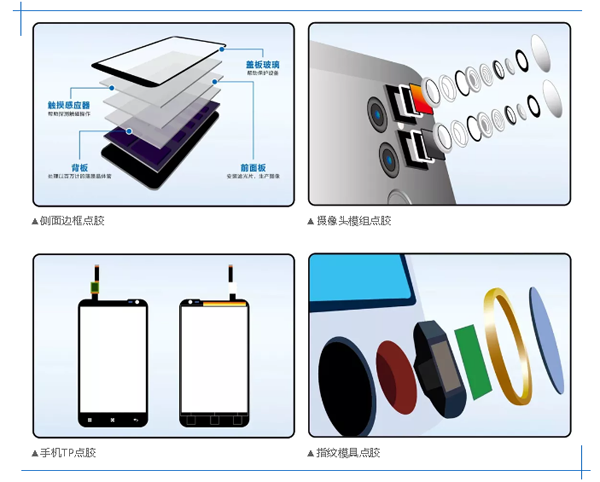
现代社会智能设备的进化日新月异,就像公众的生活品质一样,人们不再只追求功能上的满足,而是越发渴望个性化。

愈发复杂的形状意味着,对点胶设备提出更高的要求,需要应对更高的点胶精度!更灵活的点胶角度!
首先从点胶轨迹上,从传统的直线插补、圆形插补、曲线插补,全然进化为空间圆弧插补、空间椭圆插补、空间渐开线插补等。
第二,从产品工艺上,如今电子元器件向精细化发展,尺寸越来越紧凑,结构越来越复杂,原本简单的二维平面加工已无法满足。
第三,从点胶精度上来看,原本胶体线不小于1mm,点胶精度在0.1mm以内就足够了,而如今胶体线变细( 0.2mm以内),点胶精度提升(点胶误差0.02mm内)。
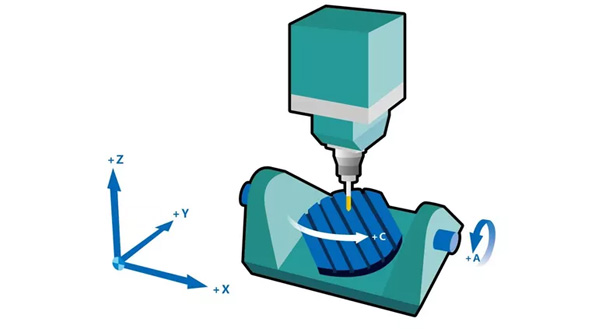
最后,由于点胶工艺需求的提升,促生了点胶设备结构的进化(三轴→五轴)
下图中展示的,即为点胶设备结构进化后的五轴点胶机:
课题
1、平台精度不足
平台精度影响着后续一切的工序精度,校准得到一个较好的平台精度十分重要。
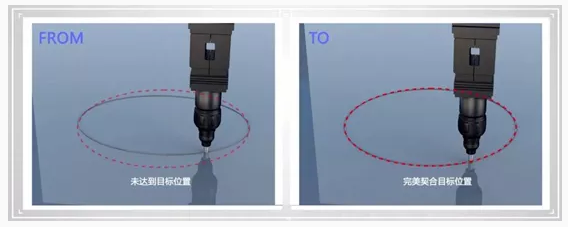
2、涂胶轨迹不符合预期
即使平台标定精度足够高,在涂胶时仍会出现轨迹不符合预期的情况。
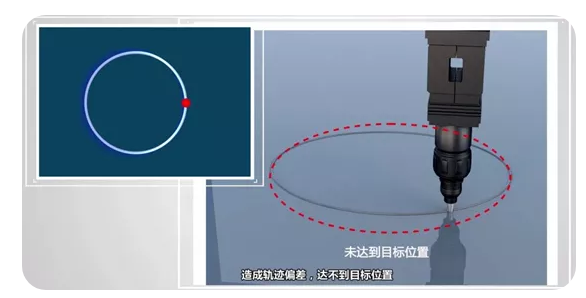
特别是在旋转轴旋转时喷涂圆弧轨迹处特别明显,容易出现断胶、堆胶等情况。
解决方案
1、平台精度校准
使用雷尼绍标准球,通过在平台不同姿态下搜索标准球最高点的数据和当前各轴位置来拟合并计算出平台的参数如垂直度、向量、原点中心。

平台标定时使用了自己开发制作的GUI操作界面,方便作业人员操作。同时,GUI也能把标定完的参数结果导入到PMAC控制器。

2、坐标系统一
由于标定使用位移传感器 ZW系列(以下简称“ZW”)作为基准,所以标定完的结果是以ZW焦距位置为WCS原点的。要统一坐标系,就要统一相机焦距中心和ZW焦距之间的关系以及统一胶阀和ZW焦距之间的关系。
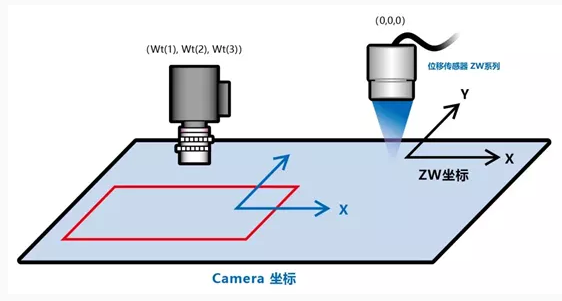
因此,我们通过示教ZW测实际点胶来得到偏移参数,再通过点胶和相机拍照得到偏移参数。最后由上位修改坐标系偏移达到切换坐标系的功能。
3、优化涂胶效果
首先,我们通过优化伺服响应,使命令位置和实际位置的延时<20ms,跟随误差小于0.1mm。
如果在高速运动下,伺服精度仍难以满足要求的话,可以尝试调整涂胶工艺参数,例如:涂直线轨迹时,旋转轴也同时旋转;涂胶圆弧时降低涂胶速度,增大加速时间;涂胶圆弧时,降低胶阀喷胶频率等。
控制系统
原本手动调整角度测量不准确,不能满足对角度精度要求高的工艺动作。如今,升级为五轴联动算法,再加之平台精度标定,可实现更高精度的涂胶。
实现价值
1、涂胶速度:100mm/s
2、平台精度:0.02mm
3、XYZ轴垂直度测量与补偿精度:0.01°
【经营层】
■ 跟随当前点胶技术的发展,应对复杂的点胶要求,通过五轴点胶,实现更高的点胶精度,更灵活的点胶角度。
■ 五轴点胶技术的运用,使设备性能得到飞跃,竞争力UP。
【管理层】
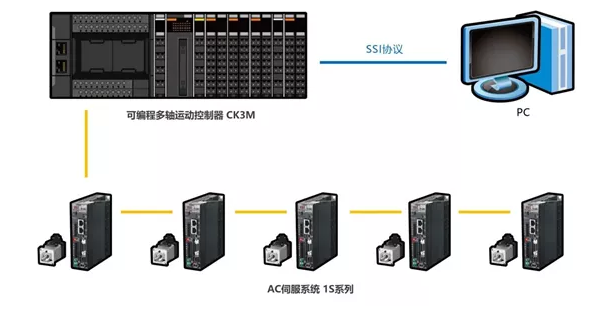
■ 可编程多轴运动控制器 CK3M可直连上位系统,实时监控涂胶状态,更好的发现课题,对生产流程进行改善。
■ 三轴涂胶容易出现断胶、堆胶等,而现在的五轴涂胶,精度大幅提升,可减少原本不必要的物料浪费,COST DOWN。
【工程师层】
■ 原本手动/半自动调整平台翻转/旋转角度,需重新计算各点胶坐标做轨迹规划,现在只需知道平台水平状态下的轨迹,旋转翻转角度和变化后的轨迹靠算法自动计算。
(转载)

