
摘要:本文介绍了西门子 S7-200 SMART PLC、SMART LINE 触摸屏以及 SINAMICS V20 变频器在套标机上的应用,阐述了设备工艺流程、控制系统的配置选型、软件设计和实现的功能。经测试,该方案能完全满足高速套标机的各项技术要求,运行稳定,性能良好。
关键词:S7-200 SMART SMART LINE SINAMICS V20 套标机
1 引言
套标机是一种将热缩塑胶商标桶卷自动切断,准确套入容器的包装机械,配合后热收缩工序,将标签完好地固定于容器适当位置。
上世纪 90 年代以来,我国的快速消费品包装工业得到了迅速发展,快速消费品企业的生产集中度和自动化程度在不断提高,包装设备在向大型化、快速化、高效化、自动化方向发展。套标机作为后段包装技术含量较高的设备之一,其优良的高速稳定性能,独特的灵巧化设计,人机协和的安全模式,得到了广大客户的充分肯定。套标机的使用大大降低了套标环节的人力物力,现已广泛应用于啤酒饮料、化工、医药等行业。
2 套标机工艺原理
2.1 套标机结构
从工艺功能的角度进行划分,套标机的结构可分成以下 9 单元。并如图 1 所示。
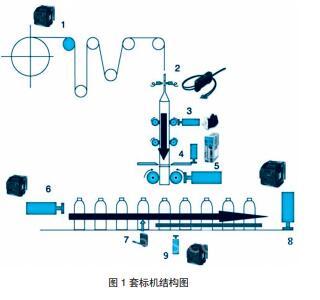
(1) 供料组:由变频器带动供料电机旋转,用以传送标签膜料;
(2) 电眼架组:使用光纤电眼传送信号,提供下标伺服做定尺寸输送,电眼位置可高低调整;
(3) 驱动组:采用双驱送料机构,由下标伺服电机驱动。用于固定中心柱和下标动力传动;
(4) 刀盘组:采用同步轮机构,由伺服电机驱动,当进瓶光电 7 给出信号时,切刀电机带动刀片旋转一周将标签切断;
(5) 刷下组:采用同步调整机构,将刷下两组传送轮调整至中心柱下方与滚轮轻微接触,待标签通过时以较高转速将标签套入瓶子;
(6) 分瓶螺杆:将欲套标瓶做等距分开,进入带瓶组,速度由变频器控制,与输送带同步;
(7) 照瓶电眼:检测是否有瓶子通过,当有瓶子经过时输出讯号使切刀开始旋转,左右位置可以调整;
(8) 输送带:使用变频器调整输送带速度,以适用于各产能的速度匹配;
(9) 带瓶组:采用两侧同步传动,标签高低与夹瓶定位各一只手轮调整,目的使瓶子输送时不摇晃和控制套标签高度,速度由变频器控制,与输送带同步。
2.2 套标机工艺流程
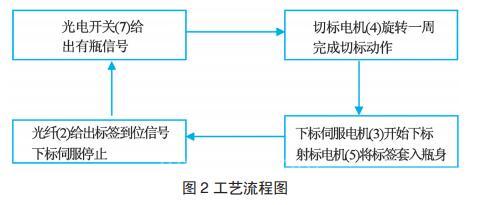
当输送带上有瓶子经过照瓶电眼时,由伺服控制的切标电机会将标签切断,切标完成后下标伺服电机开始动作,等到光纤信号到来时停止送标,同时刷下料轮会将已经切断的标签刷下套入瓶子上,完成一次动作。具体工艺流程如图 2 所示。
3 硬件系统设计
3.1 硬件系统分析
本系统需要两路高速脉冲输出,分别控制切刀和下料伺服;一路高速计数器,用于控制切刀停止的位置,切刀停止位置应不影响下标的动作,否则会造成堵标。
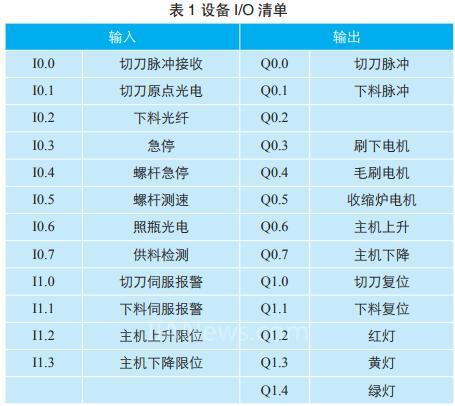
以往套标机的调速方式普遍采用电位器控制,用三个电位器分别控制输送带电机,定位皮带电机和螺杆电机,供料电机的速度因为不经常调节,所以用变频器本身自带的电位器调速。每次输送带速度变更时,都需要重新调节螺杆和定位皮带的速度。调节时主要依靠调试人员的技术经验和不断的放瓶测试,才能使其线速度基本同步。本项目中设备的 I/O 清单如表 1 所示。
3.2 硬件系统设计
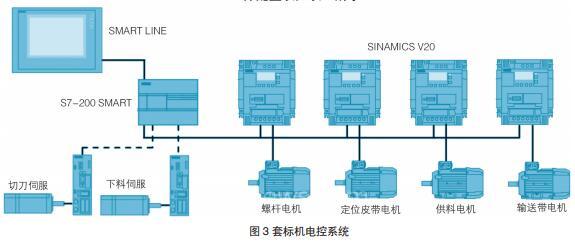
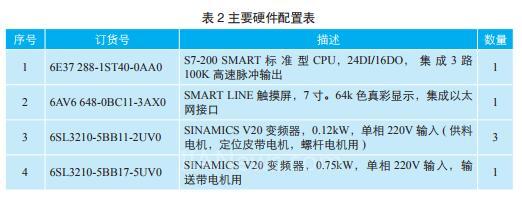
在本项目的电控方案中,选用西门子 SMART 解决方案,包括 S7-200 SMART PLC、SMART LINE 触摸屏和 SINAMICS V20 变频器。根据上述 I/O 需求,总共 12DI/12DO,选用 CPU ST40(24DI/16DO) 即可满足需求。 SINAMICS V20 变频器通过 USS 协议与 PLC 进行通讯,不仅控制更加方便,也节省了 PLC 的 I/O 点。通过计算可将电机角速度转化为输送带线速度。PLC 和触摸屏通过以太网进行通讯,只需要在触摸屏上输入生产速度,其他电机将会自动进行线速度同步。该方案大大缩短调试时间,降低调试难度。硬件结构如图 3 所示,主要硬件配置表如表 2 所示。
4 软件系统设计
4.1 运动控制配置
S7-200 SMART 集成了三路 100kHz 的高速脉冲输出,在本系统中切刀伺服占用 Q0.0,下标伺服占用 Q0.1。打开 Micro/WIN SMART 集成的运动控制向导,配置轴 1 和轴 2,选择单向相对脉冲,最大速度 50K,最小速度 1K,加减速时间 30ms,然后生成子程序。
4.2 高速计数配置
S7-200 SMART 集成了 4 路高速计数器,在本系统中只使用了高速计数器 HSC0,用于接收切刀的脉冲输出,占用输入点 I0.0。打开 Micro/WIN SMART 集成的 HSC 向导,配置 HSC0,选择工作模式 0,预设值为 80000,当前值为 0,计数方向向上,勾选 PV=CV 时中断,步数 1,然后生成。当切刀伺服启动后检测到刀盘原点光电时,利用外部中断快速更新高速计数器 HSC0 的当前值和目标值,目标值等于当前值加上偏置值。PV=CV 中断时停止脉冲输出,同时启动下标伺服。
4.3 USS 通讯
S7-200 SMART 自带库文件 USS 协议,只需调用 USS 功能块即可实现 PLC 与西门子变频器的通讯。通过 USS_INIT 进行通讯参数初始化设置,包括与变频器通讯的波特率,激活的变频器个数,所占用的端口等,通信参数必须与变频器设置的一致,否则无法通讯。每次通信参数的更改都需要重新执行此命令,本项目中的通讯参数固定,所以只上电执行一次。通过调用 USS_ CTRL 指令可以直接控制变频器的启动、停止以及频率,每条 USS_CTRL 指令只能控制一台变频器。
4.4 SINAMICS V20 变频器的配置
设置V20变频器的连接宏为Cn010—USS控制,分别设置螺杆、皮带、供料、输送带变频器地址 P2011[0] 为 1、2、3、4。同时,设置应用宏为 AP030—传送带控制,SINAMICS V20 可自动配置适合传送带应用的控制参数。
5 结束语
套标机装备制造行业内普遍采用三个电位器分别控制其中三台变频器,在本项目中取消了电位器,直接在触摸屏中输入生产速度,电机的同步线速度交由 PLC 计算,并通过通讯的方式将频率送入变频器,减少了 PLC 的点数需求,减少了配线,调试更加方便。经过测试,套标的速度以及套标的稳定性完全达到了高速套标的要求。采用西门子 SMART 解决方案,设备档次有了很大的提升,为售后服务也提供了巨大的便利。
(转载)

