
随着现代制造技术不断进步,数控机床不仅可以实现切削过程的自动化,而且针对各类数控系统在机测头的应用,可以真正实现加工过程的自动化。
测头为数控机床添加了一双“眼睛”,数据化实时了解加工产品的信息,自动更新参数进行补偿,并可以对刀具磨损和工件加工状态进行在线监测,根据工件或者刀具尺寸要求设置检测预警,确保加工状态的稳定和可靠性,并且通过测量软件的应用,工艺人员可以将自动化测量穿插用于产品的序前、序中、序后任何一个环节,直接在机床内实现加工—检测—反馈的质量闭环控制,逐渐由自动测量解放人工手动测量,降低加工准备时间,提升加工效率,提高加工品质。
因华中系统,雷尼绍公司并未有对应的已成熟Ins软件售卖,此软件为我司员工参照FANUC程序修改而成,解决了华中系统没有软件而无法加装工件测头的难题。当然软功能并非十分完善,但解决一般的找正和测量已没有问题。
这不,西安交通大学机电学院JT-GL8-V国产五轴为专项设备,配备华中数控HNC-848B数控系统,学院有加工自动化课题和教学需求。通过与雷尼绍技术交流后,客户选择加装RMP60测头的解决应用方案。安装结束、培训完成后,学校老师已经完全掌握安全使用方法,并亲自上手多次演练,对本次方案表示赞赏。

图1
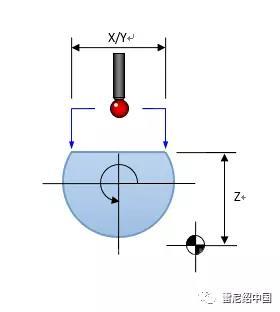
帮助用户解决的问题:用户的工件是在B轴翻转90度后进行加工。从图中可以看到工件没有特定夹具。因此工件每次夹紧后,并不能保证工件的上表面水平。传统的方式是用百分表(千分表)找正整条边,缓慢旋转C轴来实现。这样费时费力。甚至非熟练工种会存在过大误差。而使用工件测头,在该直边上取已知距离的两点,进行Z向测量。这样在得到高度差和跨度这两个直角边后,通过三角函数的简单运算,即可快速算出C轴需要转出的角度,从而摆正工件。为用户节省了大量的加工时间及准确性。后附具体找正数控程序。

图2

图3
现在使用的软件可提供标准的特征测量循环:
单个平面测量O9811:
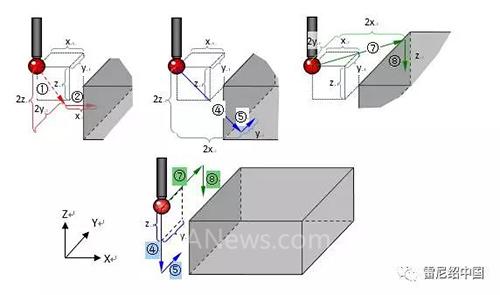
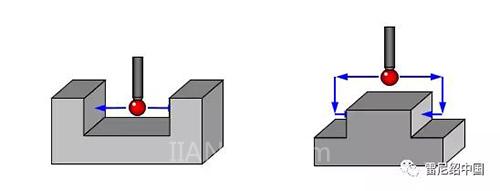
2. 凸台/凹槽测量O9812:
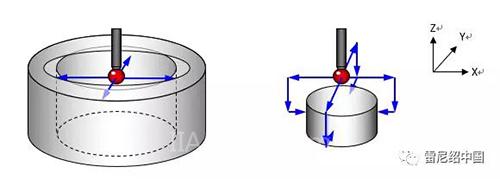
3.内孔/外圆测量O9814:
4.X/Y平面角度测量O9843:
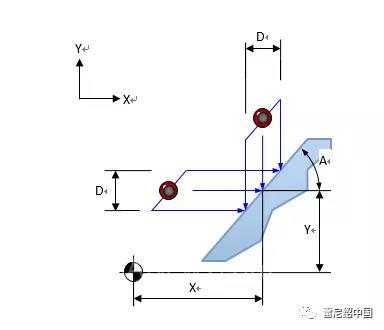
5.沿X/Y方向第四轴角度测量O9817:
附:客户要求工件盲装,测头自动找正工件,转正C轴程序。作为子程序,每次加工前调用。
%8004(EDIT BY _20180109)
G28G91Z0.
G80G40G49
M19
M101
G04X1.5
G00G90G55X0Y0
G43H16Z80.
G65P9810X25.F2000.
G65P9810Z30.F2000.
G65P9811Z0.
#501=#632
G65P9810X-25.F2000.
G65P9811Z0.
G65P9810Z50.F2000
#502=#632
#500=ABS[#501]-ABS[#502]
#503=ABS[#500]
IF[#503LE0.02]
GOTO11
ENDIF
IF[#500GT0]
GOTO22
ENDIF
IF[#500LT0]
GOTO33
ENDIF
N11 #504=0
GOTO66
N22 #504=ATAN[[#503]/50.]
#504=#504
GOTO66
N33 #504=ATAN[[#503]/50.]
#504=-#504
GOTO66
N66 M100
G91G28Z0.
G91G0C#504
M30
(转载)

