
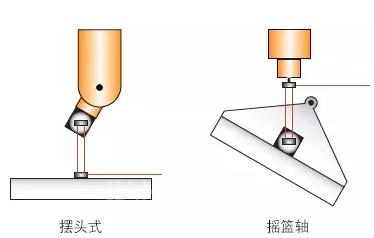
五轴机床的摆头和摇篮转台出厂及客户验收都需要检测回转精度,C轴测量安装转台到中心轴线比较简单。
但对于A/B轴测量,由于回转轴封闭,转台无法固定到中心轴上,雷尼绍推出了转台偏置测量方案。
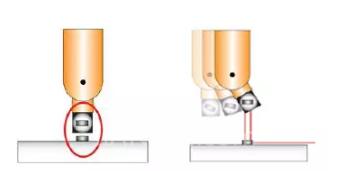
雷尼绍也制作了特殊可调节式吸盘夹具快速方便的固定到机床主轴头附近,夹具也可以快速与无线转台连接,如下图。

1、设备信息:山东某著名机床公司
2、问题描述:客户五轴转台产品B轴无法测量,迫切需要出厂检和客户现场验收,购买雷尼绍XR20-W无线转台配合偏置测量夹具和偏置测量软件,轻松的完成了光路准直,测量程序自动生成和B轴精度的检测。

A:光学镜组准直
1. 将气泡水平仪放在激光系统上,并调整三脚架确保其保持水平。
2. 将回转轴与线性轴移至XR20-W最接近干涉仪的位置。
3. 根据需要调整组件与轴的位置,以确保不会发生碰撞。
4. 在整个行程范围内将激光系统对准线性轴,以进行测试设定。
5. 保持平面镜对着干涉仪的表面并旋转反射镜,使光束反射回激光系统的输出孔。注:这时激光系统可能发生不稳现象。
6. 将回转轴固定至旋转行程的最近端,调整光路,如图1。
7. 移动线性轴,以使干涉仪与XR20-W呈一直线,并检查是否达到最大信号强度。
8. 将机床旋转轴移至行程的中间位置和末端进行设定,然后重复上述两个步骤,图2。
保证三个位置光信号强度最大,这样就完成了光学镜组准直程序;记录三个位置的旋转轴和线性移动轴机械坐标值。
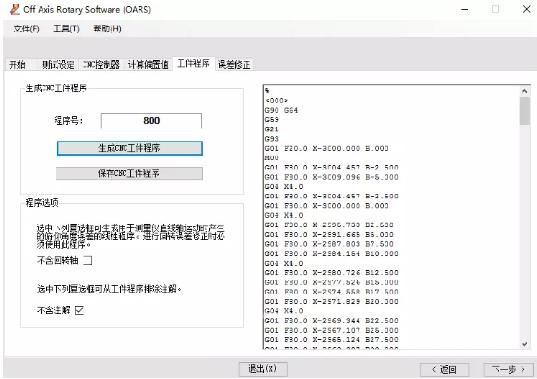
B:偏置软件的设定
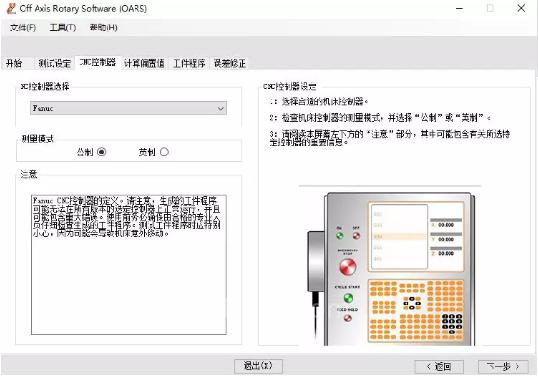
1.加载XR20-W转台软件设定的10度间隔,测量范围0到-100度的测量文件。

2.选择下一步,选择发那科控制器,点击下一步。
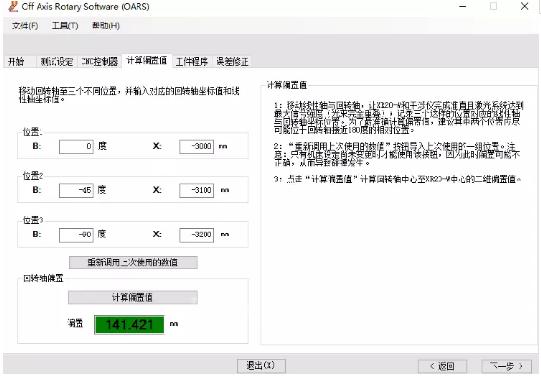
3.输入准直光路记录的三个位置机械坐标值,软件会自动运算出B轴偏置量。
4.点击下一步,生成测量程序。
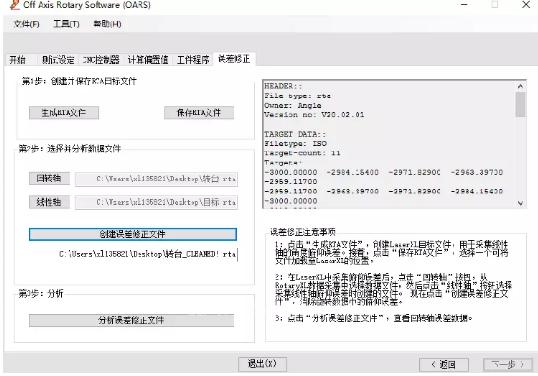
5.点击下一步,进入误差修正,首先使用XR20-W软件测量出转台误差M1,再生成RTA并保存,使用角度测量软件导入生成的RTA,测量出线性轴角度误差M2(角度测量目的是消除线性轴配合转台移动线性轴产生的角度误差,这个误差一般比较小,现场测试在2角秒以内,测量时注意角度正负号判断,具体参考说明书),点击回转轴导入M1文件,点击线性轴导入M2文件,创建误差修正文件,并分析结果数据。
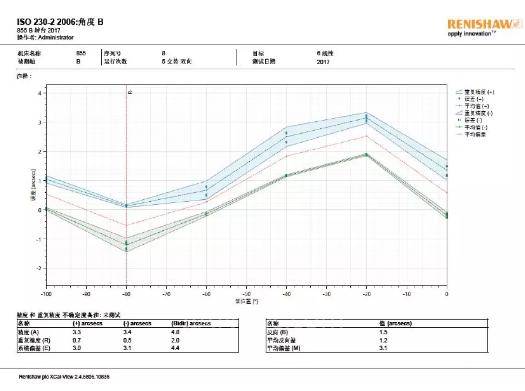
3、B轴测量结果精度
4、用户对雷尼绍的测量方案表示非常满意,解决了长久以来的困扰。
(转载)

