
在汽车零部件生产中,许多孔的加工及去毛刺工艺是由手工或专机完成,手工加工和专机加工的缺点是作业环境恶劣,劳动强度大,产品质量参差不齐。
为了改变这一现状,根据汽车车门的特点及工艺和客户的要求,上海发那科机器人有限公司开发出了一套四工位的钻孔打磨工作单元,并对该单元进行标准化、模块化的设计。通过电气控制设计,选择PLC作为电气控制硬件或选择PMC作为电气控制软件,对于系统工作站每个部分选择相应的连接方式与PLC或者PMC相连接。
车门钻孔及铸件清理工作单元主要由机器人本体、回转台、车门夹具、电主轴换刀设备、刀库、清理工具、电气控制系统、真空集尘装置、安全防护系统等组成,整个工作站占地约8m×8m,采用四工位布局。布局如下图所示:
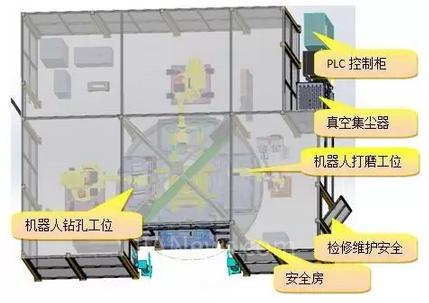
车门钻孔及铸件清理系统布局图
1)钻孔打磨用机器人
FANUC应用在钻孔方面的机器人型号为R-2000iB/165F,打磨方面的机器人型号为M-20iA。相比其他应用的机器人来说,钻孔用机器人的主要特点是J6轴安装的焊枪负载较大,应此通常选用中型的机器人。
2)车门加工要求
(1)车门钻孔要求如下所示:

车门孔位示意图
(2)铸件清理用于完成去毛刺和表面清理的应用,配置了两把浮动去毛刺工具。其中一个去毛刺工具用于内腔浇口位置的去毛刺作业,另外一个去毛刺工具用于表面的装配面的清理作业。
3)车门夹具
工件和胎具放置位置为倾斜30°,工人操作的位置为低点,便于人工放置工件。
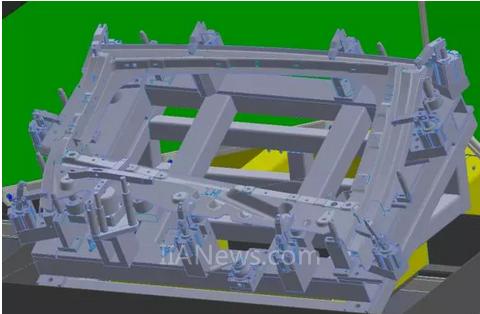
车门夹具
4)电主轴
电主轴为无定向6.7KW永磁同步电主轴,可以配置BT30无键槽刀柄。电主轴有自动换刀的功能,通过高压油进行锁刀和松刀,通过油冷机对其进行冷却。配置RSP的管线包,通过柔性电缆和油路。将电主轴固定在机器人六轴法兰处,钻孔电主轴的轴线与机器人六轴轴线垂直的连接方式。
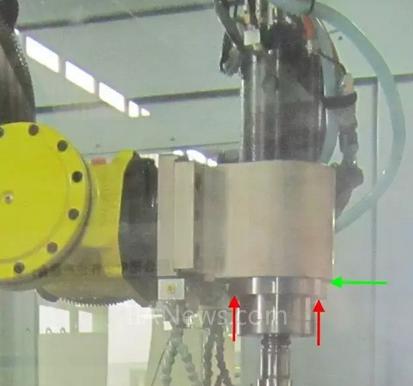
电主轴安装示意
5)转台及胎具支架
四工位转台采用是4工位转位分度器,实现高速转台的功能。在保证平稳的前提下,转动一次节拍为3s。在直径2500mm的圆周上,位置重复定位精度为0.1mm,无累积误差,通过机械式的定位可以保证极高的重复定位精度。
6)工件刀柄
工件表面的钻孔,采用下图中左侧的普通BT30刀柄,考虑到钻孔深度较深,需要配置细长型刀杆,刀柄为无键槽配置。工件侧壁的钻孔采用的是BT30双头角度头,刀柄和固定杆的距离为80mm。角度头为无键槽配置。
7)电主轴刀库
每台钻孔机器人各配置一个8刀位刀具库,本系统共配置2个刀具库。刀具库为无键槽刀柄配置,包括6个刀位的BT30弹簧刀夹位置, 2个刀位的角度头支架,以及一个用于润滑钻头的油杯。每个刀位有刀柄在位检测信号。
8)铸件清理工具
径向顺从去毛刺工具RC-340,通过调节气体压力,气体控制顺从力是恒定的、不改变、不变形的,实现清理不同零件需要的不同顺从。允许随零件轮廓不规则径向提供±8mm位移补偿。采用ACT-390气浮动钢刷清理毛刺提高表面光洁度。

清理工具RC-340、ACT-390
9) 集尘器
该集尘器为滤筒式单机除尘器,为铸件清理单元配置,通过喇叭形接口进行吸尘。
10) 安全防护房
防护房采用铝型材作为支撑,采用8mm的钢化玻璃作为隔断面,顶部采用PE薄板封闭,能保证透光性和安全性。安全防护房的上料处安装有安全光栅,能够确保工人在上下料位置时,转台不会转动,确保操作人员的安全。三台机器人的作业区域为全封闭,设有两个安全门用于人员进出。
11) 系统控制
由系统总控PLC控制以上设备之间的全部动作逻辑,完成对机器人、四工位转台、电主轴、液压站、油冷机、铸件清理工具、指示灯、和安全门开关等各种外围设备的通讯、控制工作。三台机器人通过系统总控PLC的控制,完成所有系统工艺作业。
本套汽车零部件机器人钻孔打磨单元具有很强的柔性,解决了目前国内汽车品种多,小批量生产所需生产线柔性化的问题,并有效地提高了加工质量和生产效率。
(转载)

