5.5顺序生产(汽车行业和供应商)
顺序生产的两种基本类型:
1.具有完全相通部件的制造线,生产一种或多种产品以及变化产品。
2.多种制造,在各自生产站之间的产品流可根据产品特性有不同路由。
根据行业和特定产品(白色家电,棕色家电,电子组件,小型机械部件等),上述两种类型的顺序制造可根据需要进行组合。
由于汽车行业可作为顺序生产的例子,下面说明原始设备制造商(OEM,汽车制造商)和供应商是这个行业的两种典型。
OEM:
最先进的生产线允许在同一流水线上混合生产多种车型,并有非常多的变化。例如,在一个月中,一条组装线生产不同的车型已非常常见。
供应商:
鉴于越来越多的产品变化和降低生产成本的压力,供应商必须把早期的“单产品组装线”概念变化成柔性制造系统。这需要提高灵活性,同时提供高质量和高产量。
5.5.1典型运行的一般描述
OEM运行的愿景
生产调度
在多变量顺序制造中,生产设备通常完全相互连接。生产规划的重点是整个顺序的生产,而不是单独的机器。瓶颈的识别和解决只能在单元分配期间。周期时间由工作站最长持续时间的生产步骤来确定。
顺序制造中生产调度最重要的方面是不同产品变化的正确序列,尽可能利用所有的工作站完成任务。车体生产开始前的一周到三天,不同特性产品的生产序列已确定。复杂和稍微复杂的产品可交替变化。

序列调度的标准根据生产区域而变化:
● 车身结构:复杂和不太复杂的产品(复杂性和特性混合)可交替。
● 油漆车间:有相同属性(颜色)的产品在块中调度。
● 装配:类似于车身结构,部分链接到刚好在列(JIS)部件的供应。
车身结构,尤其车身装配特点用复杂材料供应策略。车身部件大多为内部(冲压车间)供应,而在装配区所需的组件通常由外部供应商提供。
生产工单生成后,供应商收到所需数量和结构变化的请求。在生产序列的最后阶段,根据所应用的策略完成该请求,例如,刚好在时(JIT)或刚好在列(JIS)。
生产准备
供应商负责需要材料的生产准备。使用复杂和精确的物流链,处理或安装好的材料可用于及时和按序的生产。
从存储收集的其它材料要基于生产工单组装。自动或半自动的存储技术,像“放在光下”,通过定位材料和指示数量来支持员工。
在顺序制造中,员工要求由工作站(即由工厂结构)的数量确定,而不是由生产工单。人力资源的调度由每周的班数来定义,并以排班计划的形式来记录。
由于装配站是完全相互关联的,所以它们不能单独调度。
对于全自动的工作站,例如车身结构的机器人,生产准备必须确保所有不同变化的生产程序都已经在各个站。产品变化由识别号码(车辆ID或滑板ID)确定,用于加载和执行适当的制造程序。
生产执行
在顺序生产中,生产执行在相应系统(请求管理,调试等等)生产顺序的入口开始。当在车身结构中创建原体时,生产顺序就成为一个可见对象。在这个节点上,车辆ID被创建,虽然与车相关的客户定单会晚一点,但一定在最终组装之前。生产调度和准备要确保用于顺序生产的材料供应。
在生产过程中,工厂的监视非常重要。必须确保工厂的可用性(无维修),生产参数必须保持在规定的范围内,并且产品质量必须符合产品规范(公差,间隙尺寸,表面质量等)。除了过程参数的传感器,如压力,电流,电压,温度和尺寸,安装在装配线相关位置的质量监视器验证特定的质量(例如,光通道确定油漆表面质量)。此外,执行抽查,并详细评估。
收集生产和质量数据组要分配到产品,这是法律要求的部分。甚至在递交后,制造商要维护收集数据并链接到产品ID(通常是底盘号)。
汽车装配(发动机,变速箱,底盘和室内)仍然有人工交互的特点。详细装配计划一般都打印为列表,附在每台车辆上,为装配员工提供一步一步的指导。任何使用的材料都有序列号,号码由扫描器、键盘等收集,并分配给该车辆。
使用生产反馈,生产监视跟踪各个生产工序的组装状态,并控制后续工作站的材料供应。
生产评估/跟踪
收集上面列出的产品、质量和生产数据可以精确跟踪各种关键生产参数。
在生产进行期间,目标和实际生产数据以及完成数量和质量验收单元按排班显示。
此外,该信息用于连续监视工厂可用性和生产/运营成本的结合输出(图12)。如果超出一定限度,执行针对性分析,找出生产的薄弱点并使用持续改进过程(CIP)解决这些问题。
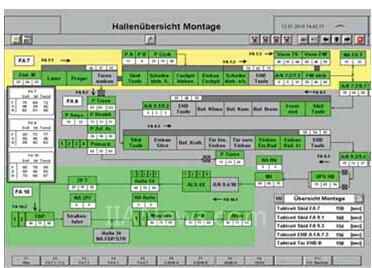
图12:在汽车制造中带计数器值的概况图
供应商的运行愿景
对于汽车供应商行业和汽车OEM厂商,运营会在几个基本方面发生变化。
在供应商行业,多数企业按传统的顺序生产运营,或基于工单的小批量生产。一个产品生产有不同的变化,部分为大量生产。用于车辆装配基于单元的序列不再需要。产品越来越个性化,使用序列号成为公司、产品或法律要求的结果,例如全面的可追溯性。
生产自动化的程度取决于产品。特别是,生产电子产品的公司要远远超过生产机械部件的公司,前面的特点是大部分为半自动过程,而后面为手工步骤。
生产调度
对OEM的定时要求取决于他们物流概念,例如订单到库存、JIT和JIS提供了生产调度和控制依据。这些物流概念代表了供应商设计和控制产能的灵活性。这通常包括了覆盖多个产品阶段生产系统的完整互连。
生产准备
供应商的生产准备通常可与上述的汽车制造商(OEM)的特性相媲美。
如果是顺序生产,材料处理由订单或需求驱动并部分自动。人员调度基于装配线和生产结构。该计划基于需求、任务和轮班时间表。
工作站的分配是由生产结构决定的。正在进行生产的通常不提供工作站,但可提供中间缓冲存储。因此,规划由ERP系统生产的工单所驱动。
全自动过程(SMD,互连装配线,质量检测系统等)的生产准备必须确保不同产品变化所需的制造和测试程序已经准备,并能自动运行。产品变化使用识别号(唯一ID或序列号)识别,加载并执行相应的制造或测试程序。
生产执行
当生产工单进入相关系统(请求管理,调试等)后,有生产调度的顺序生产开始。如果产品生产有序列号。它通常在过程的第一阶段定义。它唯一地标识了该产品,并用来确定产品(顺序)的状态。
满足生产要求,确保特定的产品质量,以及优化利用生产资源代表了企业的主要目标。因此,“质量门”是生产过程中的一部分,并通过不断地抽查实现,或由越来越多的100%检查完成。缺陷产品直接在过程中检出,要么返工要么从生产线上除去。工单进程和生产数量的实时反馈允许增加工单数量或为后续过程进一步输入生产工单。
生产评估/跟踪
特别在高品质要求区或快速生产周期,要在生产期间执行“在线”生产评估,类似于监视。目的是能够足够早地干预和纠正,完全满足生产的要求。
在线评估结果和其它数据可用于确定工厂的可用性和输出,以及运营成本和生产的连续性。如果超出了预定义的限制,执行针对性分析,找出在生产中的薄弱点并使用持续改进过程(CIP)解决这些问题。
工厂运行过程和系统的标准化是满足严格性能要求的关键因素。除了关于企业标准的全球性方面,结合当地的偏好、语言和文化,以及工厂特定特性是非常重要的。
需求驱动的生产策略是必要的,能对市场需求做出灵活和经济的反应。对变化快速灵活的反应和与周边系统(如4级,2级,JIS,JIT,质量和维护)的密切沟通是成功的关键因素。
高可用性信息也允许有针对的和经济的维护。例行检查成为不必要或基于运行事件的调度。
此外,增加了监管要求通常强加了数据采集和报告的要求规范。
全面的报告功能,最短时间内检索相关正确数据的能力是所有质量和环境问题的基础。质量相关数据的详细文档是分配责任风险成本和保修索赔责任方的关键。
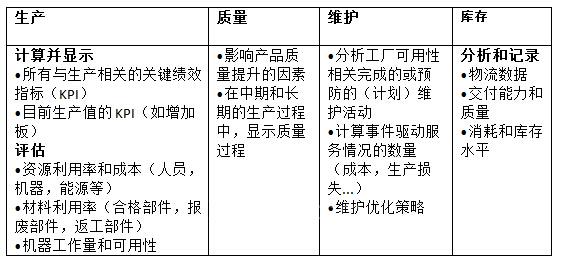
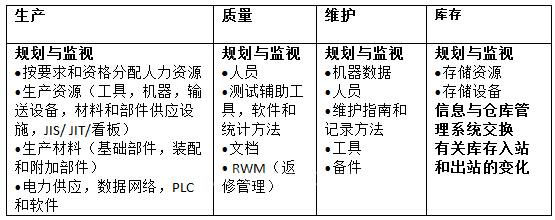
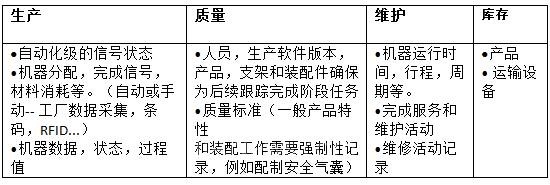
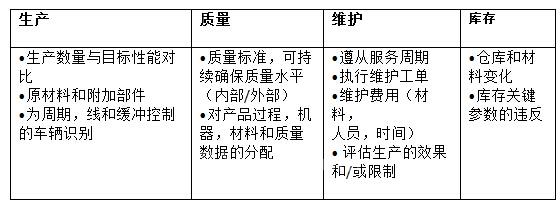
下表提供了运行,包括关于区域生产,质量,维护和库存管理详细分析相关主题的概述。
5.5.2 MES功能支持的运行
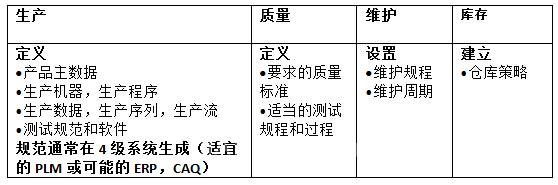
资源管理
定义管理
详细调度
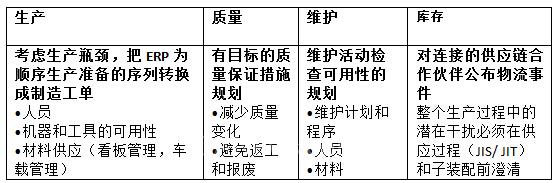
分派
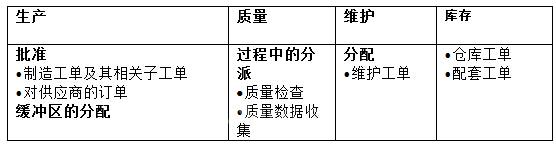
执行管理
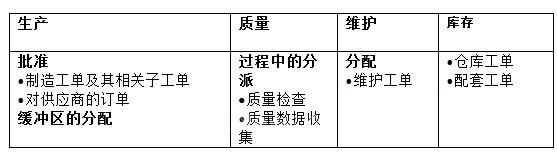
数据收集
跟踪
分析