
一.系统简介
在烟机生产线中,有一个很重要的设备——过滤嘴棒发射器。下面介绍的这台带翻转料盘台的滤嘴棒发送器。有 10 个发射模块,每一个模块最高可以达到每分钟 1500 个滤嘴棒的发送速度。同时其所自带的自动清理功能可以自动的清除在发射鼓中因发射失败而留下的滤嘴棒。
二.工艺介绍
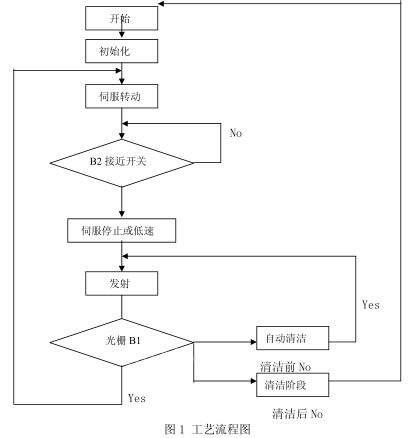
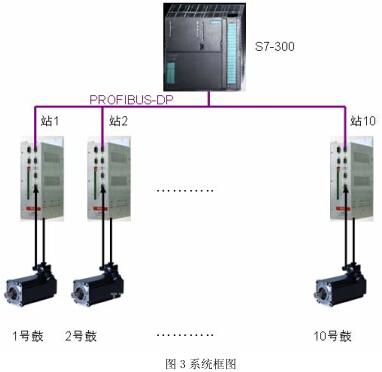
Kinco 伺服为国内某烟机设备商提供该发射器发送模块伺服控制方案,采用 Kinco 智能伺服对发送模块中的发射鼓进行运动控制。方案采用 S7-300 系列PLC(支持 Profibus-DP 现场总线)做为系统的主控制器,用于实现对 10 个发射模块中的 10 套驱动发射鼓的伺服进行控制) 。其中的每个发射模块均为独立的。10 个发射鼓之间相互独立,其工艺流程如图 1。
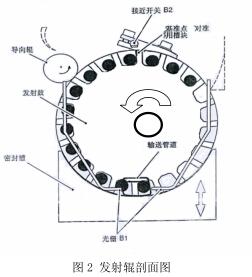
从下图 2 中可以更加明确的了解其中一个模块各部分的工作方式导向辊:导向辊用于向发射鼓的鼓槽内均匀地输入滤嘴棒,导向辊由伺服电机 M 驱动。
发射鼓:发射鼓由转速可调的伺服电机 N 驱动。每一个鼓槽中接收一个滤嘴棒,用抽吸空气固定住。然后向下转动,将滤嘴棒运输到密封槽里。密封槽密封发射鼓的鼓槽,使其对外保持气密性,这样抽吸空气中断后就可以用压缩空气将滤嘴棒通过吹出口发射到输送管道中。
密封槽:密封槽使发射鼓下半部保持密封。密封槽在三个气动气缸的作用下停留在工作位置。密封槽可以在气缸的作用下上下移动。
接近开关 B2:作用识别基准点,用于对准槽块位置。
光栅 B1:监测滤嘴棒吹入运输管道的情况。
流程说明:发射鼓伺服电机旋转,当 B2 对准基准点时滤嘴棒被吹入输送管道,如果同时 B1 识别到输送管道中有滤嘴就会启动“自动清洁程序” 。 (自动清洁程序:发射鼓立即停止(5ms 内)工作,发射空气关闭,同时重吹压力空气接通,重吹时间由管道长度决定(0.1s/m) )如果自动清洁程序结束后 B1 光路畅通则发射工作继续。否则进入“清洁阶段” 。 (清洁阶段:密封槽下降反向吹气被接通。同时发射鼓前后被定位在两个限定的对准槽块。)
具体的流程为:通过控制面板(or 触摸屏)来显示、修改上位机(S7-300 系列 PLC)中的参数,从而对每一个发射模块的发射速度进行调整,并且读回发射的数量。对设备的状态有个明确的显示。
Kinco 智能伺服用于驱动发射鼓(Vmax=75rpm)的转动。采用 Kinco 23S 系列伺服电机,充分利用了其大加速度的特点,满足了发射鼓的快速频繁起停的要求。该方案同时还使用了 S7-300 PLC 做为上位机,通过 Profibus DP 通讯方式分别对 10 个发射模块进行发射速度的调整,伺服驱动器通过本身的程序结合外部感应器 B2 来控制工作过程中电机的减速和停止。 光栅信号 B1 控制伺服电机是否继续工作。同时伺服电机还可以对发射的滤嘴棒个数进行统计,并且对运行过程中的一些故障进行故障报警输出。
三.控制方案
四、系统配置
电气部分主要配置如下:

五、总结
Kinco ED 系列伺服电机低速、大扭据的特点,确保了发射鼓快速频繁启停所要求的大加速度要求,而驱动器支持的 Profibus-DP 总线通讯功能,确保了整套系统内部各个数据高速传递,极大的简化了系统的设计。
(转载)

