
江南某机械制造集团是中国锻压设备制造的龙头企业,每年生产各种型号的锻压设备数千台套,产品除供应国内市场外还远销欧洲、东南亚和南美等地区。其主力机型机械压力机长期采用进口品牌的PLC和HMI作控制和显示。该公司技术人员在步科公司举办的产品研讨会上接触了Kinco PLC和eView人机界面产品,与步科公司初步沟通后,认为步科的产品完全可以替代进口产品,邀请步科公司参观该厂,并希望拿出替换的技术方案。

厂区一角
步科公司对此非常重视,成立了由市场、研发、技术支持人员组成的专门小组。通过对该设备工艺的分析,步科公司提出了将PLC、HMI和LED显示盘集成在一起的设计方案,为方便操作,面板上还设计了操作按钮和指示灯。面板布局由专业美工设计。

操作面板
根据工艺要求,PLC选型为CPU308-40AR/PM323-16DR,共计56点。HMI选型为MT4200T,以64K色真彩替代原来的单色显示,画面清晰逼真,是控制面板上的亮点。
PLC是整个系统控制器的核心,它除了完成与HMI的交互,实时向用户传递系统信息、征求用户意见等功能外,还要维持锻压机能够安全高效的工作。Kinco PLC的模具卡扣结构和万可端子尤其适合抗震动的环境。高速计数采用A/B相+Z相模式,大大提高了抗干扰性,实际工作时计数准确。
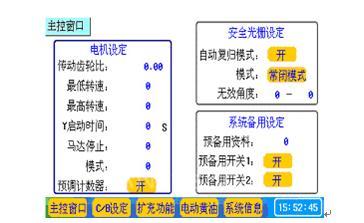
主操作画面
PLC控制流程如下:
(1)主马达启动和停止
(2)操作模式选择:寸动,安全一行程,连续
(3)手动滑块调整
(4)超负荷系统
(5)吹料系统
(6)电动黄油
(7)计数控制系统
(8)凸轮控制系统
(9)保养寿命计数系统
(10)误送系统
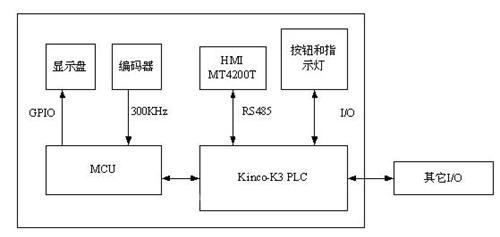
控制系统

整机外观
PLC和HMI的CE认证为系统整体抗干扰性提供了保证。经调试后,步科公司的产品应用在80吨和160吨两个机型上完全能够满足控制要求,在易操作性等方面超过了国外系统,该型号机型在展览会上得到了用户的认可。
(转载)

