
一、系统概述
玻璃经成型和退火等,还需进行各种加工,制成制品。玻璃的后加工分为冷加工、热加工和化学处理 3 大类。冷加工又包括研磨抛光、切割、磨边、倒角、喷砂、钻孔、清洗及烘干。
玻璃倒角是后加工的一部分,是将磨好边的玻璃的角进行倒角,这样处理是为了:
一、安全需要,不能划伤人了;
二、为了美观,倒角后的玻璃整齐光滑;
三、为了尺寸更加精确。
随着现代市场需要,要求倒角时传送玻璃的速度最大 12 米/分,倒角时传送玻璃的主传动电机不停止,采用连续传送的方式。
本文介绍 Kinco 伺服追剪控制系统在高速行进状态下的玻璃上倒角技术。
二、工艺介绍
1、玻璃倒角工艺流程
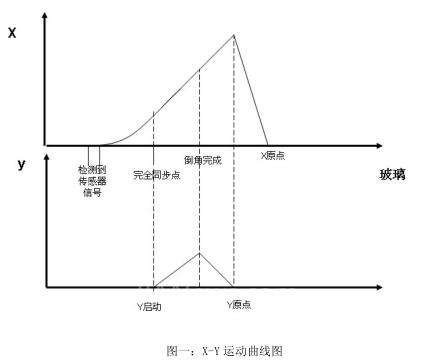
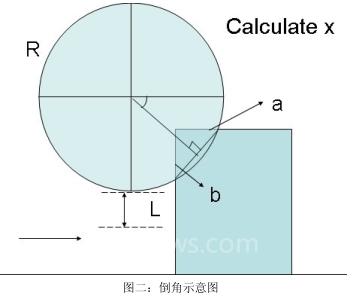
行进中运动倒角模式采用精密丝杆传动的 X-Y 平台控制倒角磨轮运动的方式。开始时,平台 X-Y 轴均在原点等待,当玻璃到来后,X 方向伺服检测到传感器上升沿信号迅速向前跟随玻璃,待与玻璃线速度完全一致后,启动 Y 方向伺服驱动磨轮开始对玻璃前角进行倒角,倒角完成后 Y 轴迅速退回原点,Y 轴退回原点后 X 轴也迅速退回原点, 两周等待检测到传感器下降沿信号后以同样的运动曲线对后角进行处理。详细运动曲线见下图一。另外倒角时候的运动参数都是科学计算具体得出的!例如下图二是倒直边角度示意图!从图中可以看到只要输入要倒角的两边边长 a.b! 再根据固定的变量磨轮半径 R 及传感器到磨轮边缘距离 L,就可以精确计算出 X.Y 的运动距离。
2、 玻璃倒角工艺要求
A、技术参数要求
玻璃尺寸:Min:150*100mm
Max:1000*600mm
玻璃厚度: 0.4-4mm 玻璃进给速度:1-12 米/分钟
边角质量
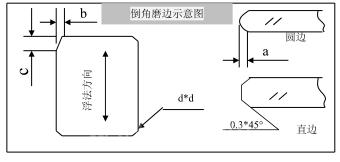
磨边方式:厚度为 2.0mm 或以上产品的磨边方式为直边,其余为圆边。

使用可以测量到 0.01mm 的游标卡尺.
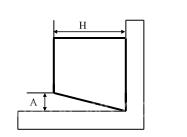
垂直度要求:
(A/H)≤0.150/355(mm)
使用直角度量测仪测量玻璃短边的斜坡度.
B、其他要求
1:自动化程度高,只需要设定需要倒角两边边长参数即可倒角;
2:任意速度,无需调整参数保持一致性;
3:玻璃不破碎,成品率高;
4:系统开放,例如单个角可以单独选择是否倒角等;
三、Kinco 解决方案
1、倒角系统方案框图
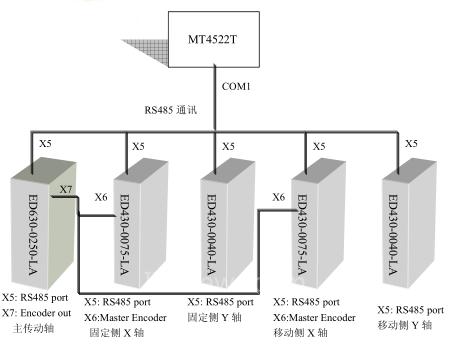
方案特点:
高端追剪控制技术保证倒角精度, 并保证任意变化速度都无需调整参数都能保持很高一致性;
精确的运动曲线计算保证倒角不破碎,成品率高;
传感器延时,前后角检测信号电平极性,单个倒角允许选择等所有参数均自由开放;
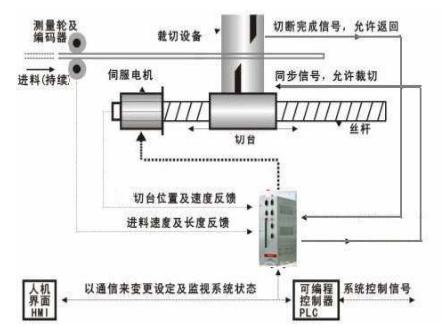
2、 kinco 追剪控制系统介绍
本系统中 X 轴跟随玻璃采用的是 Kinco 伺服系统的追剪控制功能完成。对于追剪控制系统, 其典型特点就是不断运动跟随物料剪切, 可以保证极高工作效率。同时由于不同于传统的主从跟随,其在速度同步时候也能保证位置到达,从而最大限度保证剪切精度和一致性。下图是典型追剪控制系统图。
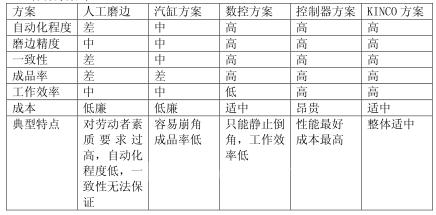
3、各种方案对比
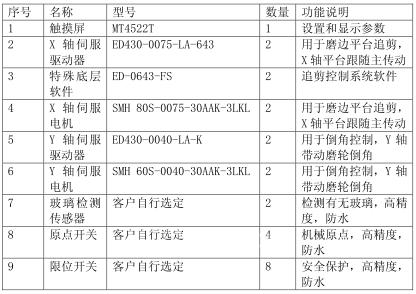
四、系统配置
五、总结
Kinco 追剪控制系统不同于市场其他产品需要昂贵运动控制器完成,伺服系统本身利用特殊底层就可以完成,极大的替用户节省了成本。
Kinco 追剪控制系统在玻璃倒角系统中应用,以高倒角精度,自动化程度高,系统开放性,极高性价比赢得了诸多设备制造商的好评。
(转载)

