
顾名思义,绕线机就是把现状的物体缠绕到固定工件上的机器。主要以漆包线为主,广泛应用在各种电子类线圈行业;如继电器、各种微电机、电子变压器、电感线圈、高压点火线圈、空心线圈、磁石定子电机、充电铁芯等。
对于目前绕线机这个行业来说,有着很光明的前景,因为我们用到的相当多的电子产品都需要用到线圈,小到一个耳机,大到汽车电子,都离不开线圈这个必不可少的电子部件。随着对产品卓越性能的不断追求,对各个部件质量的要求也在不断提高,那就需要加工部件的机械加工出来的产品不但要符合应用上的标准,同时也要美观。
台达目前生产的总线型运动控制器10MC就很适合在绕线机上应用,它不但能满足高速数据处理的要求,而且有很高的响应速度,其主要特点如下:
内建高速总线(CANOPEN),可控制高达16实轴;
内部可构建虚轴以及外部编码器虚主轴(虚轴及外部编码器主轴范围为1~18,不可与实轴编号重复);
强大的现场网络支持(DeviceNet主从站,CanOpen主从站以及Profibus-DP从站),可组建功能复杂的控制系统;
支持众多的I/O扩展(左侧高速AIAO,右侧低速AIAO以及DIDO,温度模块等);
使用简单,功能完整,方便应用的软件界面;
提供标准的总线电缆,中断电阻等,配线简单,即插即用,无需用户自己加工。
1 绕线机台达方案
1.1系统架构

图1 系统架构图
1.2实物照以及产品照片

图2 绕线机实物照

图3 台达产品
1.3绕线功能实现
在绕线功能的实现中,首先要能准确的计算出每一层需要绕线的圈数,不同的骨架,对应的绕线圈数也不同;其次要保证在绕线的过程中让机器能暂停,重启之后在原来的基础上继续运行;最后,要保证绕出来的线圈的美观性以及线圈表面的平整度。
在这个系统当中,绕线功能是通过10MC强大的电子凸轮来实现的,为保证绕线的精度以及稳定性,通过10MC内建虚轴的功能,让两个绕线轴依照凸轮表的关系,跟随虚主轴动作,这样能在很大程度上降低系统误差。
假设:骨架长度为L、漆包线线径为R、每层绕线圈数为N,则N=L/R。
凸轮曲线如图4和图5所示。

图4 绕线轴凸轮表

图5 旋转轴凸轮表
根据以上凸轮表的关系,在10MC电子凸轮关系指令(MC_CanIn)中填入已经计算好的主轴放大倍率(MasterScaling)和从轴放大倍率(SlaveScaling),可以轻松实现绕线功能,相应MC运动程序如下图。
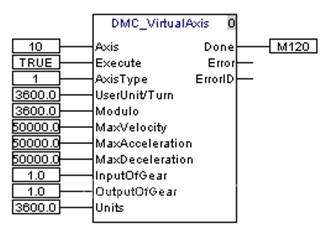
图6 虚轴的建立

图7 绕线功能的MC运动程序
绕线过程中的暂停以及重启,可以通过绝对位移指令(MC_MoveAbsolute),停止指令(MC_Stop)以及使能指令(MC_Power)来轻松实现,相应MC运动程序如下图所示:

图8 绕线过程中暂停和重启的MC运动程序
暂停时,使用MC_Stop,使建立的虚主轴停止运行,那么跟它建立了凸轮关系的两个绕线的从轴也将停止运行。
启动时,使用MC_Power使能伺服驱动器,然后再用它的完成未去使能绝对位移指令,那么伺服会从暂停的位置开始,重新跑完未完成的距离。
1.4缠脚功能的实现
在绕线开始时和绕线结束后,要把漆包线缠绕在相应骨架的Pin脚上,那么就需要进行缠脚的动作,此功能也是通过电子凸轮来实现,首先建立一个虚轴,让这个虚轴作为主轴,以X,Y,Z三个实轴作为从轴,从轴与主轴之间通过凸轮表建立相应关系,主轴运动时,从轴跟随主轴做相关动作。
缠脚的模式分为两种,一种是以Z轴为缠绕轴,以X,Y轴作为平面轴进行缠脚;一种是以X轴作为缠绕轴,以Y,Z轴作为平面轴进行缠脚,缠脚的框图如图9所示。

图9 缠脚框图
当以Z轴作为缠绕轴,以X、Y轴作为平面轴时,各个轴相对应的凸轮曲线如图10、图11以及图12所示。

图10 Z轴凸轮曲线

图11 X轴凸轮曲线

图12 Y轴凸轮曲线
当以X轴作为缠绕轴,以Y、Z轴作为平面轴时,各个轴相对应的凸轮曲线如下图所示。

图13 X轴凸轮曲线

图14 Z轴凸轮曲线

图15 Y轴凸轮曲线
缠脚动作对应的MC程序如下所示:
虚轴建立之后,让其进行绝对位移,各从轴会跟随这个虚轴进行运动。
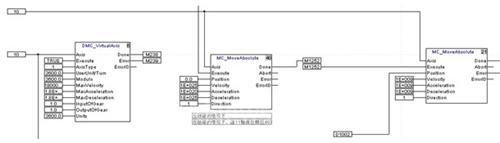
图16 缠脚动作MC程序
在虚轴建立完成之后,开始进行缠脚时,各从轴要和虚轴建立凸轮关系,这部分的执行就是通过图17中的程序来完成。
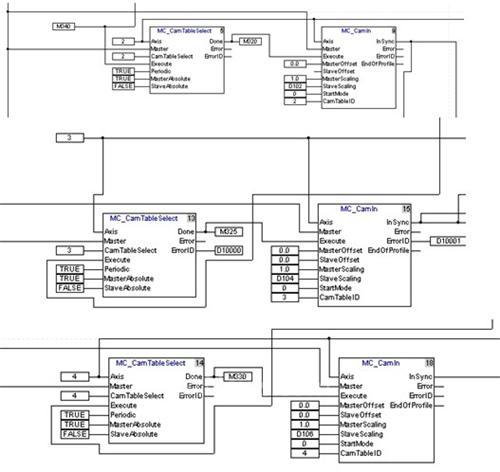
图17 从轴和虚轴建立凸轮关系执行程序
缠脚的第二种方式在程序上的实现,与上面的程序类似,只是将轴号稍做修改,这里就不再重复说明了。
2 总结
在绕线机行业里面,采用的Solution主要是以YASKAWA,MITSUBISHI等厂家的为主,相信在以后的发展中,台达的Solution在这个行业里面也会有其一片广阔的天空。
(转载)

