
随着自动化技术的发展以及社会需求的增长,对产品包装的自动化程度要求越来越高。对于任意一条自动化包装线,其都具有一定的危险性。所以针对这些自动化包装线,我们需要使用相应的适合的安全解决方案来降低这些机器的危险性,保护我们现场操作人员的人身安全及工厂设备的安全。
特别是在食品包装行业,许多工厂内除了专业的产品制造线外,还会有专业的包装线。通常包装的流程分为3步:1.产品的填充或者添加—将成型的产品物料填充到塑料袋、易拉罐、玻璃瓶等,例如瓶装机、灌装机、袋装机等。2.包装、包裹—将已包含产品物料的塑料袋、易拉罐、玻璃瓶等用纸板箱进行包装或者包裹并进行贴标。3.运输堆垛—将包含塑料袋、易拉罐、玻璃瓶等的纸板箱运输、放置到规定的地方并排列整齐。
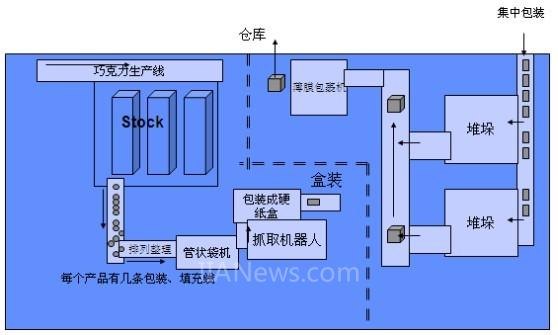
这是一个巧克力生产包装线的例子。巧克力从生产线上通过传输带运输到1个集聚地(Stock)。巧克力经过通道进行1个排列整理整齐,例如被排列成4x6的式样。然后经过管状袋装机将每个巧克力包装在1个密封的塑料袋中。接着由1台抓取机器人将装有巧克力的塑料袋抓取到盒式包装机,由该机器将含有巧克力的密封塑料袋进行20袋一盒的硬纸包装。然后经过一系列的通道将巧克力的盒式硬纸包装运输到堆垛机上,由堆垛机进行装箱(100盒),接着由薄膜包裹机对箱子进行包裹薄膜用于保护,最后进仓库进行存储。
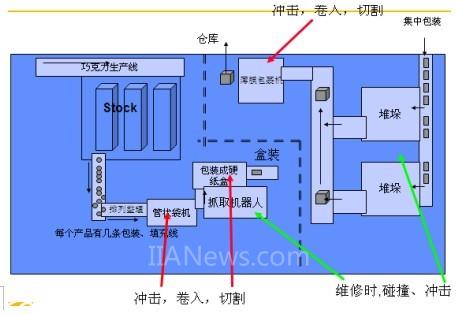
在这条巧克力生产包装线上生产速度要达到100硬纸包/分钟,运行速度还是比较快的,所以生产包装线上的包装机械部分都需要1~2个防护罩进行封闭式运行,以免对现场人员造成冲击、卷入、切割的伤害。机器人和堆垛区域一般不会有人进入,但是在检修时往往需要维护人员进入该些区域进行一些保养检修的工作,所以这些区域需要使用安全光栅和安全门来检测是否有人靠近这些危险区域。

在填充机、袋装机部分,其往往会给现场人员带来例如剪切、冲击、卷入等危险。风险评估其需要达到EN954-1的Cat.2或者3等级。在这个部分中我们往往会 使用2~4个安全防护罩来进行防护,此外还会有一定数量的急停按钮
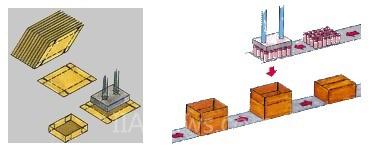
在硬盒包装部分,其通过气动和电动执行机构将纸板进行提升和折叠来形成1个开口的纸板箱。通常在这个部分往往需要4~8个安全门,若干个急停按钮来进行防护,安全等级要达到EN954-1的Cat.2或者3等级。在一些大型的机器上还会用到安全光幕。然后通过气动和电动执行机构将已包含产品物料的塑料袋、易拉罐、玻璃瓶等装入纸板箱包裹并进行贴标。通常在这个部分往往也需要4~8个安全门,若干个急停按钮来进行防护,安全等级要达到EN954-1的Cat.2或者3等级。
往往会给现场人员带来例如剪切、冲击、卷入等危险。风险评估其需要达到EN954-1的Cat.2或者3等级。在这个部分中我们往往会 使用2~4个安全防护罩来进行防护,此外还会有一定数量的急停按钮

在堆垛机和机器人单元往往会对操作人员产生碰撞、冲击等危险。在这些部分比较危险,风险等级会达到EN954-1 Cat.3或者Cat.4。在这些部分需要用到可锁式的安全门、急停按钮和安全光栅来进行防护。
作为您身边的安全专家,在外围安全输入设备方面Pilz能够为您提供各种类型的急停按钮、机械式门开关、磁性非接触式门开关及安全光栅光幕等。



在安全控制器方面,对于产品填充添加部分,例如瓶装机、灌装机、袋装机等由于其安全功能数量较少且较简单。Pilz建议使用安全继电器的解决方案。Pilz最新一代的PNOZ sigma系列安全继电器其较小的身材、多功能的特点可以帮助使用者达到较高的性价比。

对于堆垛机部分和机器人部分由于其安全功能数量较多且较复杂。Pilz可以提供PNOZmulti模块化安全继电器来满足这样的应用。其可编程的特点,模块化的结构能够使用户轻松地实现安全功能之间的逻辑关系、缩短设计调试时间并降低硬件成本等。
(转载)

