
摘 要:主要介绍了DCS在铜冶炼余热锅妒自动给水系统中的应用。针对生产工艺对给水控制的特殊影响以及系统的特殊性,设计了相应的控制方案,并对系统的结构特点和功能进行了阐述。最后介绍了余热锅炉自动给水控制系统与总厂MES的整合。
关键词:铜冶炼;余热锅炉;集散控制系统;汽包水位控制;MES整合
DCS Application to Automatic W ater-feeding System of Copper——smelting W aste Heat Boiler
BU HUi.KUAI Ying
(Automation and Information Group,Management Equipment Department,Smelting and Machining Chief Factory,Yunnan Copper Co.,Ltd.,Kunming 650102,China)
Abstract:This paper introduces DCS application to automatic water—feeding control of copper——smelting waste heatboiler,and depicts how to design the control strategy based on special influence of production engineering and thecontrol object particularity,and describes the system structure and functions.At last it introduces how automatic water-feeding control system of waste heat boiler connects with MES of chief factory:
Key words:copper—smelting;waste heat boiler;distributed control system (DCS);boiler barrel’S water level control;connect with manufacturing execution system(MES)
云铜股份冶炼加工总厂的铜冶炼采用火法冶炼工艺,主要工艺流程为混合铜精矿先进人艾萨炉中熔炼,熔炼产生的冰铜及炉渣混和熔体进入贫化电炉进行沉降分离,再由卧式转炉将电炉沉降出的冰铜进行吹炼,进一步脱氧脱硫成粗铜、转炉渣和烟气。其中粗铜送阳极反射炉精炼.炉渣返电炉。烟气经余热锅炉回收余热和电收尘器降温收尘后送到硫酸分厂制酸,余热锅炉收下的烟尘经破碎后返回电炉,电收尘器收下的烟尘送入电炉。整个工艺过程属于非线性、时变、复杂耦合,目前尚未能建立数学模型的生产过程。
冶炼生产过程所产生的高温烟气与余热锅炉的受热面进行热量交换,在汽包中进行汽水分离,产出低压及中压饱和蒸汽,供蒸汽发电及全厂生产用汽.实现余热利用,达到节能减排的目的。
目前,总厂铜冶炼火法工艺余热蒸汽管网由9台低压余热锅炉(电炉1台、转炉5台、反射炉3台),11个低压汽包,及4台中压余热锅炉(转炉2台、阳极炉2台),2个中压汽包、2个除氧器构成。由于总厂铜冶炼工艺的一些特殊生产情况,使得不同设备的余热锅炉存在以下特点:
(1)对转炉吹炼而言,每吹炼一炉铜,需多次摇炉。锅炉烟气不稳定,不同生产周期产生的热量也不同,这样就造成热源变化极大,余热锅炉汽包水位波动剧烈.经常出现“假水位”。
(2)中压转炉余热锅炉蒸汽的蒸发量不稳定,锅炉压力频繁升降,造成锅炉给水泵供水压力同步反方向频繁变化,使锅炉水位不能稳定保持,给锅炉运行带来了极大的不安全隐患。
(3)11个低压汽包共用1套供水装置,由于汽包所处位置不在同一层平面上,供水压力和流量不足时,会造成严重的抢水现象。
如上所述,总厂余热锅炉的自动给水控制实施起来较其它工业锅炉更困难。因此,在开发过程中使用与工业锅炉相似而又具有其自身特色的控制方案,实现了对余热锅炉自动给水系统的可靠控制。
1 系统功能和结构
1.1 系统功能
低压和中压余热锅炉自动给水控制系统分别采用浙江中控技术有限公司的SUPCON JX一300XDCS和WebField ECS一100 DCS.完成对生产工艺系统的有效控制[1-2]。其实现的系统功能如下:
(1)低压余热锅炉汽包给水系统的监测及控制。包括电炉、转炉、反射炉的汽包水位自动控制,转炉在摇炉期间的汽包水位自动控制,水泵联锁控制以及汽包给水压力自动控制。
(2)中压余热锅炉汽包给水系统的监测及控制。包括转炉、阳极炉的汽包水位自动控制,汽包蒸汽压力控制,循环水泵联锁控制。
(3)中压余热锅炉除氧器系统的监测与控制。包括转炉、阳极炉的除氧器压力、水位控制,给水泵联锁控制以及出口压力控制。
(4)中压余热锅炉烟气温度的监测。
(5)生产监测数据相对集中的实时显示及报警。
(6)32艺流程图对生产工艺流程的直观显示及对设备的操作控制。
(7)DCS报表。
1.2 系统结构
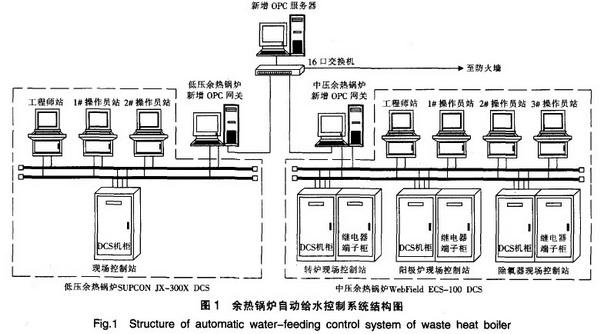
余热锅炉自动给水控制系统由工程师站、操作员站、现场控制站、继电器端子柜及相应的过程控制网络等组成。其系统结构如图1所示。
工程师站内部装有相应的组态平台和系统维护工具,可通过系统组态平台生成适合于生产工艺要求的应用系统。功能包括:系统生成、数据库结构定义、程序编制、操作组态、流程图画面组态、报表程序编制、系统维护等。
操作员站提供操作员完成过程监控管理的人机界面,机内装有经工程师站组态编译无误后传送过来的流程图、监控程序文件等,有多窗口画面显示功能,实现了生产过程信息集中显示、操作和管理。现场控制站是控制系统直接与现场设备进行信息交互的I/0处理单元,由主控卡、数据转发卡、I/0卡件、电源模块、接线端子板及内部I/O总线等组成,用于完成整个系统在实时运行中的信息采集、控制输出、现场仪表电源供给等。站内大部分卡件按控制要求进行了冗余配置,确保系统可靠运行。
继电器端子柜用于安装DCS所需的继电器、空气开关,并实现中间端子柜的功能。
过程控制网络SCnet II实现工程师站、操作站和现场控制站的连接.完成信息、控制命令的传输与发送,并采用双重化冗余工业以太网设计,使得信息传输可靠、高速[3-4] 。
2 控制原理
2.1 汽包水位控制
2.1.1 低压余热锅炉汽包水位的一般控制方案
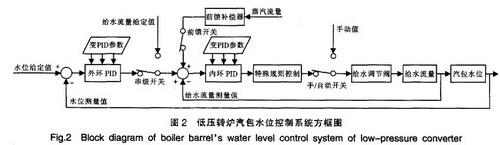
由于低压余热锅炉自动给水控制为改造项目,考虑到原有工艺参数检测仪表存在一定的缺陷,还有在铜冶炼的不同生产周期中,炉温对相应汽包水位的影响为转炉较大,而电炉、反射炉较小的情况,为了抑制汽包“虚假水位”对调节过程的影响,在控制方案选择时.转炉汽包水位控制采用以蒸汽流量作为前馈信号的三冲量串级变PID参数加特殊规则控制的调节方案;而电炉、反射炉汽包水位控制采用单冲量变PID参数加特殊规则控制的调节方案[5]。
实践证明。两种不同的控制方案对各自的控制对象(汽包水位)均有很好的调节作用,特别是针对特定对象而采取的规则控制。对汽包水位的稳定调节起到了至关重要的作用。在串级控制方案中采用两个单回路串联加前馈的形式,增加了系统的灵活性,提高了控制精度,简化了程序。低压转炉汽包水位前馈三冲量串级控制系统方框图如图2所示。
2.1.2 变PID参数的作用
采用单冲量或是前馈、串级三冲量来控制汽包水位是一种经典的控制理论,但照搬这一理论用在铜冶炼低压余热锅炉汽包水位控制上并没有取得理想的效果。表现为:若将PID参数用得稍强一点则系统出现频繁震荡,若将PID参数用得稍弱一点则有时又不能很好地控制水位。也就是说冶炼过程对汽包水位的扰动太大且不是一种固定的模式,因此不存在一组适应全过程的PID参数。
结合现场经验,经反复编程实现,最终采用变PID加规则的控制方式, 即在不同水位范围内.对PID回路使用不同的PID参数。特别是针对不同炉子的汽包使用不同的控制规则。收到理想的效果——水位稳定、调节阀动作次数减少,阀门使用寿命延长。
2.1.3 摇炉期间低压转炉汽包的水位控制
转炉摇炉期间是转炉汽包水位控制的特殊时期。这段时期由于转炉停止吹炼,炉口摇离烟罩,导致沉尘室及烟道温度大幅度下降,从而使汽包水位急剧下降,蒸发量大幅度减小。
针对这一情况,本系统在摇炉期间对汽包给水采用物质平衡原理控制。即当摇炉信号到来时.让汽包的给水流量等于蒸汽流量,这一过程持续到摇炉信号消失且转炉进行正常吹炼为止。这样就保证了汽包水位在摇炉信号到来前与摇炉信号结束后一致。
2.1.4 中压余热锅炉汽包水位的控制方案
采用以汽包蒸汽流量为前馈信号.汽包给水流量和汽包水位串级的前馈加串级反馈控制方案。并针对摇炉与不摇炉两种状况。设置不同的水位控制设定值,使汽包水位保持在设定范围之内。同时增加转炉和阳极炉吹炼或停吹的识别信号,在DCS接收到识别信号后,DCS控制程序设置延时2min。因为2min后的锅炉汽包水位是比较真实的水位,然后DCS再根据锅炉汽包真实水位进行水位控制。并结合现场仪表的情况及操作员的经验,对调节回路的输出进行限幅,使控制平稳、精确,满足工艺要求。
此方案运行后。由于转炉、阳极炉中压锅炉汽包直径相对于低压锅炉汽包直径较小,加之生产中所产生热量波动较大等因素,开始很难控制。后经多次与现场工艺人员讨论,并在控制方案中借鉴现场操作经验,加上了部分特殊规则控制用作调整,现在已能实现全程水位自动控制,控制效果良好。
2.2 汽包蒸汽压力控制
以中压余热锅炉汽包蒸汽压力为被调量,采用单回路PID调节方式。各个独立的PID调节回路分别控制相对应的蒸汽管网调节阀。通过调节蒸汽调节阀,使汽包蒸汽压力保持在设定值范围内。
2.3 水泵联锁控制及给水压力控制
2.3.1 水泵联锁控制和汽包给水压力自动控制
低压余热锅炉汽包给水系统现共有7台水泵。根据工艺要求,正常时只使用3#~7#水泵.现场启停,水泵状态信号采集进DCS用于监测。1#、2#水泵为保安泵,正常时不启动。当主电网停电,保安电源启动时,DCS控制启动任意1台保安泵;并且当供水压力不足时,联锁启动另1台保安泵。
过去由于给水管路较长,11个低压汽包共用1套供水装置。并且多台水泵各自向某一个汽包给水.造成工人劳动强度大。电耗损失大。锅炉汽包水位不易保持。工程改造以后,采用Φ133母管供水,每个汽包分别单独安装调节阀进行水位控制。并在回水母管上安装1个压力调节阀。使用PID调节方式控制汽包给水压力,通过控制回水母管上的压力调节阀使汽包给水总管压力始终不低于1.0MPa。
2.3.2 给水泵、循环水泵联锁控制和给水泵出口压力变频控制
中压余热锅炉汽包给水系统采用常规的水泵启停联锁控制方式。并在控制程序投入联锁状态后,当正在运行的1台除氧器给水泵出口压力低于联锁设定值且持续时间超过15s时,另1台给水泵自动启动;当正在运行的1台汽包循环水泵出口压力低于联锁设定值或锅炉循环水流量小于联锁设定值且持续时间超过15s时,另1台循环水泵自动启动。
同时为了使给水泵出口压力与锅炉汽包蒸汽出口压力保持同步,在转炉和阳极炉给水泵电机上分别增加了一套变频控制装置。以给水泵出口压力和汽包蒸汽出口压力的差值作为被调量,采用单回路PID调节方式。调节回路的输出作为变频器频率控制设定值赋给安装在给水泵电机上的变频器,从而调节给水泵电机的转速,改变给水泵出EI压力,使汽包的给水压力保持在较稳定的状况。
2.4 除氧器压力及水位控制
除氧器的压力控制采用定压运行方式,以除氧器内的蒸汽压力作为被调量.进入除氧器的蒸汽作为被调介质。除氧器的水位控制则调节进入除氧器的水量,使除氧器水位保持在设定范围之内。由于调节对象的自平衡能力较强而惯性较小,故采用单冲量单回路PID调节方式,属常规控制。
3 余热锅炉自动给水控制系统与总厂MES的整合
总厂为进一步进行企业信息化和生产自动化建设,进行了铜冶炼MES的实施建设。将各分厂原处于“自动化孤岛”状态的主要控制系统在实现了生产工艺过程自动监控的同时,也能共享实时数据、交流生产信息,从而达到生产过程数据信息的现场采集、实时存储、统一管理和统计分析的目的,并能强化生产计划及管理,高度集成与生产相关的各类信息,实现生产物流、信息流同步,及时掌握生产现场原始数据,并准确地进行生产组织、指挥和协调,达到精益生产的目的,以提升企业生产管理水平。
3.1 DCS接入MES
由于余热锅炉自动给水控制系统采用的是浙江中控的控制设备,所以在实现DCS与MES的整合(即DCS接入MES)时也使用了浙江中控提供的OPC软件及设备。
硬件配置为:新增2台OPC网关.1台OPC服务器。其中2台OPC网关分别挂接在SUPCON JX一300X DCS和WebField ECS一100 DCS的过程控制网络上,并安装OPC Server和服务器程序OPC—ConnectGate(OPC2TCP数据转发软件),作为DCS端的数据转发站。OPC服务器上安装客户端程序MISGate,作为数据接收站。配置结构如图1所示。
2台OPC网关通过服务器程序采用UDP网络传输协议向客户端的OPC服务器指定端口发送数据。然后通过MISGate软件的OPC DA Server功能,对外发布数据,达到由控制网络向MES网络传输数据的目的。在数据传输中,OPC Server将每个数据上加盖时间标签,从而保证数据的时间原始性,实现生产历史追溯的不失真,同时向OPC Clent提供数据。OPC Clent选用美国Wonderware OPC Link。通过OPC Link获取OPC Server上传的数据后,以数据位号对应变量名的方式送人数据管理层[6]。
3.2 安全措施
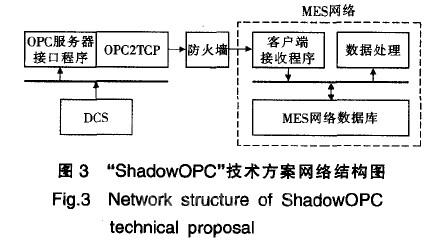
传统OPC是个通用的标准接13,适用于各类应用环境.故采用OPC连接技术作为DCS和MES连接的数据接口。由于OPC服务器具有对DCS实时数据“读”与“写”的双向通讯功能,MES网络通过OPC服务器向DCS控制站“写”数据在一定程度上将损害DCS作为控制系统要求相对封闭的安全性要求,为现场生产监控留下安全隐患。而MES网络数据的实时性和安全性与DCS网络相比要求相应要低,不希望将DCS实时数据传输到MES的同时而降低了DCS的安全性。故最终采用了浙大中控成熟的系统集成解决方案中的“ShadowOPC”软件技术。此技术实现方法为:在OPC服务器端增加了一个“OPC2TCP”的数据接口.DCS的实时与历史数据向上发送至OPC服务器后不立即发布到MES网络中,而是通过“OPC2TCP”后再转发至MES网络。MES网络中的数据则不能通过该数据接口影响DCS。由于“OPC2TCP”数据接13的存在,实际上使得DCS与MES网络间的数据传输成为单向,即“DC.S—MES”。如此大大提高了DCS实时数据的安全性。该技术方案的网络结构如图3所示。
在系统实施中,为保证生产工艺过程控制和数据通讯的安全,在控制网络与企业MES网络的接13处采用了防火墙和防毒墙进行隔离。利用防火墙与防毒墙的功能,实现了控制网络与MES网络的安全互连,有效抵御病毒和木马对控制网络的入侵。
4 结语
(1)云铜低压余热锅炉自动给水控制系统实现了9台余热锅炉共11个汽包远距离集中自动控制给水。中压余热锅炉自动给水控制系统实现了4台余热锅炉共2个汽包、2个除氧器远距离自动控制给水,代替了原有的人工控制给水,确保了余热锅炉的安全运行。并且对余热锅炉以及改造后的低中压蒸汽管网运行的一些重要参数,如蒸汽压力、流量、温度,给水流量、压力等进行连续监测。而且还提供了趋势图、报表等功能,为出现故障时准确分析原因提供了可靠依据。从而为余热锅炉的使用、维护、改进提供了准确信息。在余热锅炉安全运行、低中压蒸汽管网的控制管理和节能降耗方面发挥了很好的作用.并为蒸汽发电工程打下了良好的基础。
(2)由于DCS的稳定性,实现了中压余热锅炉自动给水系统操作控制无二次仪表,降低了项目成本。延长了中压转炉及阳极炉余热锅炉和除氧器的使用寿命,保证了设备的安全运行。系统稳定,提高了工作效率,达到了节能降耗、减员增效的目的。
(3)中压余热锅炉DCS配合给水泵电机上增加的变频控制装置,使锅炉的给水压力保持在较稳定的状况。既可平稳控制锅炉汽包水位,又可使给水泵节电20%~80%。
(4)低压和中压余热锅炉自动给水控制系统已顺利运行多年。DCS运行效果良好,并具有控制精度高、运行安全平稳、可靠,负载动作时间及次数大幅度减少等特点。未出现因该系统的软硬件故障而影响生产的情况,满足了生产工艺的要求。
(5)余热锅炉自动给水控制系统与MES的整合成功,为总厂MES的完善与拓展打下了坚实的基础。
参考文献:
[1] SUPCON JX-300X集散控制系统使用手册【Z】.杭州:浙江中控技术有限公司.1999.
[2]WebField ECS-100集散控制系统使用手册【Z】.杭州:浙江中控技术有限公司.2002.
[3] 何克忠,李伟.计算机控制系统【M】.北京:清华大学出版社,1998.
[4]王常力,等.集散型控制系统的设计与应用【M】.北京:清华大学出版社.t993.
[5] 王鸿歌,吴礼民,宋宝佛.自动控制原理【M】.长沙:中南工业大学出版社.1995.
[6]WebField控制系统技术手册(智能设备互联与系统集成实现技术)【Z】.杭州:浙江中控技术有限公司,2002
(转载)

