
摘 要:介绍了GE 9070 PLC 在梅山热轧厂2 号加热炉中对加热炉本体和加热炉炉前、炉后辊道进行控制,主要从硬件配置以及通信协议等方面并简单列举实例对系统进行了介绍。
关键词: GE 9070PLC ;以太网; EGD ;PROFIBUS ;CON TROL
Application of GE 9070 PLC in the No.2 Heating Furnaceof Hot Rolling Plant
Yao Qin
Key Words :GE 9070 PLC; Et hernet ; EGD ; PROFIBUS ; CON TROL
梅山热轧厂2 号加热炉是2002 年5 月热轧技改新上项目,采用了当时国内较为先进的技术。三电系统采用两级控制,即基础自动化级(L1 级)和过程自动化级(L2 级) 。过程自动化级为HP公司的AL PHA 机, 仪表为HONEYWELL 的DCS500 ,基础自动化级分为电气PLC 和仪表DCS 相对独立的两部分,电气PLC 采用美国GE公司的9070 PLC , 加热炉PLC 与粗轧PLC 之间经以太网以UDP/ IP ( EGD) 通讯协议通讯, DCS与PLC 及过程控制级之间经以太网以TCP/ IP通讯协议通讯。梅山热轧厂加热炉PLC 系统主要为加热炉实现自动化控制及管理,具有数据采集处理、调节与控制等基本功能的计算机自动化监控系统。
1 系统硬件配置
在硬件配置过程中需注意的是PROFIBUS 网卡的配置,梅山热轧厂加热炉PLC 中选配的是SST 5136 VME 卡。作为主站,将各从站(各传动装置) 通过PROFIBUS 连结起来,以实现PLC 同传动装置的通信。SST 5136 VME 卡运行前需将配置文件由编程器通过配置口下载至卡内FLASHROM 中。卡的配置文件可由SIEMENS 公司的COMPROFIBUS 组态软件根据现场实际所带的从站个数经配置生成。EGD 参数配置见图1。
2 软件框架(见图2)
由于系统采用了EGD 通信协议,将开发人员从以往的涉及通信所需的底层繁琐的编程任务中解脱出来,开发人员只需将需交换的信号定义好即可,其余由系统自动保证完成数据交换、通信,编程软件采用GE 公司的cont rol v2. 4 版。Cont rol 编程软件是在windows 操作平台上运行的,具有操作方便、直观,界面友好等优点,可以使开发人员将精力集中在应用程序的开发上,从而缩短程序开发周期。
3 通信系统
系统采用模块化的具有多种通讯接口模式的可编程控制器(PLC) ,通过模拟量模块、数字量模块和数据接口模块连接各种设备。通过通讯模块和过程计算机控制系统连接,一级机采用两套GE 9070 PLC 分别对加热炉本体和加热炉炉前、炉后辊道进行控制。其中本体PLC 包括加热炉进炉侧和出炉侧炉门的控制,步进梁液压站的控制以及推钢机和抽钢机液压站的控制。PLC 和远程I/ O 站之间采用Genius 网络联接,另通过第三方VME 卡件实现Profibus 总线和传动系统的连接。从而实现对系统的集中监测和自动化运行控制。
L1 与L2 之间通过以太网连接,用GE 公司开发的PLC 进行通讯,两套9070 PLC 之间也通过以太网连接采用EGD 通信。该方式允许一台设备作为“产出方( PRODUCER) ”通过“交换( EXCHAN GE) ”共享其部分内存给一个或多个“需求方(CONSUMER) ”。系统通过配置“产出方号( PRODUCER ID)”“, 交换号( EXCHAN GEID)”“, 需求方号(CONSUMER ID)”和执行周期来实现两台设备间的通讯。如需实现和原有设备的数据共享,需再配置“组号( GROUP ID) ”来完成。该方式中“产出方( PRODUCER) ”发送数据和“需求方( CONSUMER) ”接受数据是不同步的。故该方式适用于有规律的周期性的数据传送。系统支持最多255 个“ 交换( EX2CHAN GE) ”,每个“交换( EXCHAN GE) ”最长1 400个字节。采用该方式在负荷不大的情况下通信效率要高于基于TCP/ IP 连接的COM2MREQ 指令方式。两套9070 PLC 与操作台上用于操作画面显示的工控机之间通过以太网连接采用TCP/ IP 协议进行通讯。
4 工艺流程
2 号加热炉上料辊道共分8 段,编号为Z1~Z8 。其中Z2 辊道完成板坯的测长及称重,Z4 、Z5为2 号加热炉的推钢定位辊道,Z7 、Z8 为1 号加热炉的推钢定位辊道,当板坯被吊到Z1 辊道上,冷金属检测器检测到有钢,即启动Z1 辊道,板坯被送至Z2 辊道上定位,在此过程中完成板坯的长度测量,当板坯在Z2 辊道上定位完毕,将进行板坯的称重,同时将板坯流水号发送至L2 ,L2 收到信号后将对加热炉进行设定,将设定数据下放,操作工将实测数据同L2 设定值进行比较,若在允许误差范围内,则手动确认,使板坯合法化,同时生成跟踪信号。在自动方式下,根据板坯的入炉号,调用相应的子程序,将板坯输送至相应的加热炉前进行定位,定位完毕,L1 将信号发送至L2 ,L2 下发推钢设定,L1 根据推钢设定将板坯推送到加热炉内加热,装料结束。步进式加热炉当板坯向前移动时,半周期停在固定梁上,半周期停在步进梁上。板坯不向前运动时,步进机构在垂直方向做踏步动作,使板坯不断地交替接触位置,当板坯由步进梁运送至出料端,出料端的激光检测器检测到板坯时,步进梁停止动作,L1 将激光检测器及步进梁动作停止信号发送给L2 ,同时计算板坯移出量,L2 下发抽钢设定,L1 根据抽钢设定,完成自动抽钢过程,将板坯抽出放炉前辊道上,由炉前辊道把板坯送往轧线进行轧制。
5 应用实例
板坯在2 号炉炉前辊道Z4 、Z5 上自动定位过程,辊道示意见图3 。
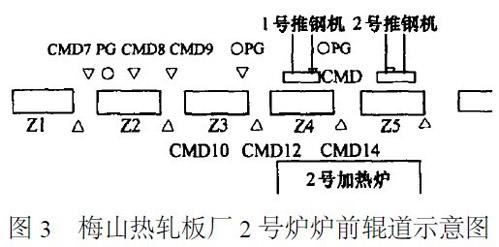
以短坯定位在Z5 上为例,板坯从Z1 上被运送到Z2 上,经过测长、称重,由操作工手动确认后,如果Z3 、Z4 、Z5 上没有其他板坯, Z3 、Z4 、Z5将以50 %的给定速度运转,把板坯往Z4 、Z5 上送。当板坯头部经过CMD12 时,PG清零同时开始计数。
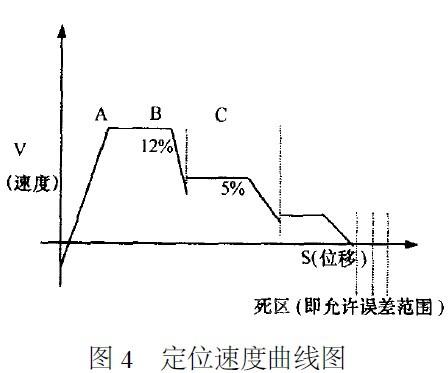
当板坯根据定位速度曲线图(见图4) 到达B点时,辊道按既定的斜坡降速至12 %的给定速度,并保持此速度。当板坯行至C 点时,辊道速度按既定的斜坡降至5 %的给定速度,并根据计算好的期望停车距离将速度降为0 ,停车,发封锁命令,同时将抱闸抱住,从而完成板坯的自动定位控制。程序中梯形图见图5。
6 结语
通过生产检验,两年多来,梅山热轧板厂2 号加热炉PLC 运行稳定性好,可靠性高,使用方便、灵活,故障率低,在以后的设备改造中,将依照2号炉的模式,陆续改造和新建1 号炉和3 号炉。
(转载)

