
摘 要:主要阐述了以YB32- 500 型四柱式液压机的机械及液压装置为基础, 配以可编程控制器, 根据液压机的工作过程, 按照生产工艺要求进行自动控制。利用PLC 最具优势的开关量控制与自身具备的PTO 控制及PID 控制功能紧密结合, 对液压机的运行速度及液压油温进行控制。
关键词:液压机;可编程控制器;PTO; 控制PID ;控制
1 引言
PLC 作为开关量控制的顺序控制器在液压设备上的应用已很普遍。液压油的参数对液压设备能否正常运转起着举足轻重的作用, 利用PLC 对液压油温进行过程控制是本文研究的一个方面。四柱式液压机主要适用小批或成批生产的金属压力加工工艺。本文引入现代控制理论及方法对其控制实施逻辑判断, 根据生产工艺要求如何在PLC 一机上将顺序控制与过程控制有机结合, 实现这种复合控制。机床根据编制好的程序自动运行, 这样就简化了工人的操作, 降低了工人的劳动强度, 提高了劳动生产率。在编制程序过程中把设备所有可能出现的情况考虑进去, 确保液压设备本身及操作使用人员的安全; 同时可大大提高设备的整体性能及压力设备的高技术含量; 为我国的装备制造业的发展方向提供经验。
2 四柱式液压机对自动控制系统的控制要求
2.1 液压机的基本工作过程
液压机的工作流程由滑块快速下行、慢下加压、压制、保压延时、卸压回程、顶出缸顶出、顶出缸退回7 个过程组成。在现使用的YB32- 500 型液压机中, 这7 个过程是在半自动及手动控制下实现的。而在自动控制的液压机中, 这7 个过程可做到全自动依次运行, 只有人工按停止按纽或急停按纽干预方能停车。
2.2 设备控制要求
液压机的自动控制系统要求能实现自动及手动两种控制方式。液压机在正常工作时选择自动控制方式。
2.2.1 液压机自动工作状态: 将转换开关打到自动工作状态, 按下自动启动按钮
( 1) 液压机滑块靠自重快速下行。
( 2) 液压机滑块慢下加压。
( 3) 接触工件进行压制。
( 4) 达到设定压力开始保压。
( 5) 保压延时到卸压回程。
( 6) 回程到位后, 延时一定的时间顶出缸顶出。
( 7) 顶出到位后, 延时一定的时间顶出缸退回。
( 8) 延时一定的时间进行下一个工作循环。
2.2.2 液压机手动工作状态: 将转换开关打到手动工作状态
( 1) 按“压制、回程”按钮, 液压机滑块动作, 抬手停止。
( 2) 按“顶出、退回”按钮, 顶出缸动作, 抬手停止。
2.2.3 工作过程的控制
( 1)对液压机滑块的速度, 根据产品工艺的要求进行设定。其速度由变量泵的流量来控制, 利用步进电机带动变量头改变泵的斜盘角度来实现其控制功能。速度等级分高、中、低三挡。
( 2) 对油温进行控制, 使其保持在15℃~55℃的最佳工作状态。
( 3) 为了设备及人身安全设置急停按钮及光栏保护开关。
3 液压机自动控制系统的PLC 选型、参数设定
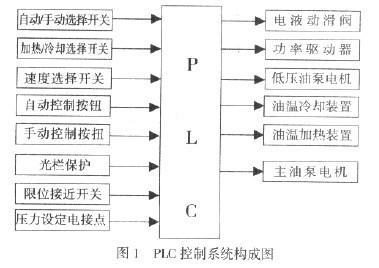
3.1 控制系统构成图
根据设备控制及工作过程要求, 其PLC控制系统构成图见图1。
3.2 PLC 的选型及参数设定
四柱式液压机自动控制系统采用西门子公司的S7-200 系列整体式PLC。根据控制系统图选用CPU 型号为CPU226 DC/DC/DC 24 输入/16 晶体管输出的PLC。利用PLC 的CPU 具有的高速脉冲输出( PTO) 功能对变量泵的步进电机进行开环控制。由于又要求对油温进行控制, 其控制方式采用模拟量入/开关量出的形式, 因此需增加一扩展温度测量模块, 其型号为EM231RTD。
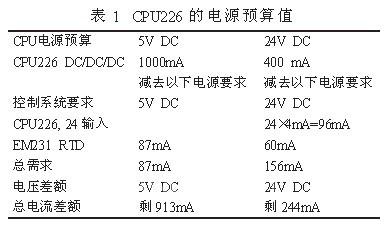
3.2.1 电源预算
所有的S7- 200 CPU 都有内部电源, 可为CPU 自身、扩展模块和其它用电设备提供5V、24V 直流电源。扩展模块通过与CPU 连接的总线连接电缆取得5V直流电源。
CPU 还向外提供一个24V 直流电源, 从电源输出点(L+,M) 引出。此电源可为CPU和扩展模块上的I/0 点供电,也为一些特殊或智能模块提供电源。电源预算值见表1。由表1 中数据可知: 电源容量完全满足要求, 无须增加外接电源。
3.2.2 参数的脉冲化
控制油泵斜盘的拉杆直径为120mm, 斜盘角度的调整范围为: 0°~20°, 根据计算所对应的直线距离为:0~41mm。步进电机选用三相双拍式, 由计算公式( 1) :

式中: α— 每输入一个脉冲步进电机转过的角度;
m— 步进电机相数;
k — 步进电机工作方式系数, 单拍取1, 双拍取2;
z— 步进电机齿数。
由此计算知电机转一圈需要240 个脉冲, 按照拉杆移动1mm 需40 个脉冲计算, 斜盘从零位调到20°时需要1642 个脉冲, 电机需转动6.8 圈。
( 1) 选择高速时脉冲数
快速下行时: 斜盘从零位调到20°电机正转, 需要1642 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。
卸压回程时: 电机正转4°, 需要334 个脉冲。
( 2) 选择中速时脉冲数
快速下行时: 斜盘从零位调到16°电机正转, 需要1323 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。
卸压回程时: 电机正转4°, 需要334 个脉冲。
( 3) 选择低速时脉冲数
快速下行时: 斜盘从零位调到12°电机正转, 需要998 个脉冲。
快转慢时: 电机反转4°, 需要334 个脉冲。卸压回程时: 电机正转4°, 需要334 个脉冲。
3.2.3 PID 参数设置
由于可编程控制器运行速度的提高, 运算能力的增强, 因此PLC 都可用于数字PID 控制。本设计对液压油温进行过程控制, 使其保持在15℃~55℃的最佳工作状态。S7- 200 型PLC 的CPU226 自身具有数字PID 控制指令, 只需填写一张PID 控制参数表( Table) 后, 执行指令PID Table,LOOP 即可。
当被调量为温度时, 根据PID 参数的经验选择范围:
K 的选择范围: 1.6~5
Ti 的选择范围: 3~10m
Td 的选择范围: 0.5~3m
增大比例系数K, 一般将加快系统的响应, 在有静差的情况下有利于减小静差。但过大的比例系数会使系统有较大的超调, 并产生振荡, 使稳定性变坏。增大积分时间Ti, 有利于减小超调, 减小振荡, 使系统更加稳定, 但系统静差的消除将随之减慢, 温度有较大滞后, Ti 需选的大一些。增大微分时间Td, 亦有利于加快系统响应, 使超调量减小, 稳定性增加, 但系统对扰动的抑制能力减弱, 对扰动有较敏感的响应。由此选择参数如下:
K=2 Ti=6m Td=1.5m
3.2.4 温度测量模块EM231RTD 的参数设置
为了保持液压油温保持在15℃~55℃的最佳工作状态, 增加一EM231RTD 型温度测量模块。其控制方式采用模拟量入/开关量出的形式, 利用EM231RTD 的2 输入通道, 当油温超过55℃时, 打开油温冷却电磁阀通循环冷却水降低油温, 当油温低于35℃关闭电磁阀停止通冷却水; 当油温低于15℃时, 启动油箱内的加热元件( 加热元件选用SRY 型管状件, 电压: AC 220V 功率2KW) , 当油温高于35℃停止加热。热电阻选用Pt100Ω, DIP 开关设置SW1~SW8 全为OFF 状态即: 00000000
4 四柱式液压机自动控制系统程序设计和调试
4.1 程序设计
4.1.1 编程软件
编程软件采用西门子公司为其生产的PLC 机而设计的编程软件STEP7-Micro/Win32。
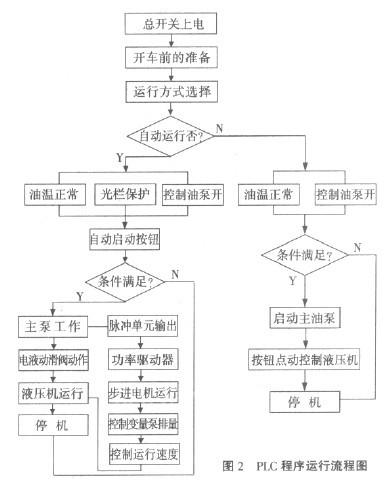
4.1.2 PLC 程序运行流程图
程序运行流程图是PLC 程序编制的基础和依据, 见图2。
4.1.3 程序的下载、安装和调试
将各个输入/输出端子和按照实际模拟的控制按钮、开关、电位器、灯泡等部件正确连接, 将PC/PPI 电缆上RS- 232 的一端连在编程设备的串行口上, 四柱式液压机自动控制系统程序是有STEP7-Micro/Win32 软件的指令完成, 正常工作程序存放在存储器中, 若要修改程序, 先将PLC 设定在STOP 状态下, 运行STEP7-Micro/Win32编程软件, 打开其程序, 即可在线调试, 也可用编程器进行调试。
4.2 PLC 程序说明
4.2.1 程序组成: 有1 个主程序、12 个子程序组成。
4.2.2 程序说明
( 1) 主程序是有0# 初始化子程序及1# 自动、2# 手动子程序组成。
( 2) 0# 初始化子程序是对程序编制过程中所用到的内部继电器及顺序控制继电器进行初始化。
( 3) 1# 自动、2# 手动子程序是用来控制液压机的整个工作过程。
( 4) 3# 子程序是自动控制程序的子程序, 主要用来复位自动控制运行的条件。其中包括11#、12# 对温控模量控制的子程序。
( 5) 4#、5#、6# 子程序是1# 自动控制程序中控制液机运行高、中、低速度选择的子程序。
( 6) 7#、8#、9#、10#、子程序分别是4#、5#、6# 子程序中的嵌套子程序。
5 结语
此次选用西门子公司的S7- 200 系列的整体式PLC机, 利用编程软件STEP7-Micro/Win32 编制出一套控制程序, 对液压机的整个工作过程及液压油温进行自动控制。对自动控制系统的部分功能进行了模拟调试、运行,基本实现了其设计功能, 既可以实现自动运行也可手动运行, 此设计为提高液压设备的自动化水平做了一些探讨性的工作。
参考文献:
[ 1] 蔡行健. 深入浅出西门子S7- 200PLC[M] .北京航空航天大学出版社, 2003.12.
[ 2] 求是科技编箸. PLC 应用开发技术与工程实践[R] .人民邮电出版社, 2004.12.
[ 3] 宋伯生. PLC 编程理论、算法及技巧[M] . 机械工业出版社, 2004.8.
(转载)

