
摘要:介绍了新型玻璃原料配料控制系统的工作原理、系统结构、控制性能及其在玻璃工业中的应用。
关键词:新型玻璃配料控制系统西门子PLC, 配料称重模块,开发应用
1 前 言
目前国内多数玻璃工厂使用的配料控制系统是2O世纪8O年代开发的。主要由计算机、配料控制器、PLC、给料控制装置等组成。配料控制器控制每台秤的补料、排料,PLC控制配料时序,计算机对整个配料过程进行监控和管理。这种系统的配料控制器、PLC、计算机之间存在大量的数据交换。
2 传统配料控制系统的主要不足
(1)系统硬件线路复杂
传统配料控制系统中配料控制器与PLC、配料控制器与给料控制装置、PLC与给料控制装置之间有大量的I/O接口,每台秤的配料控制器与计算机都有通讯网线。这样的系统结构决定了其硬件线路的较为复杂性。 .
(2)计算机与配料控制器的通讯可靠性差
由于计算机没有专用的与配料控制器通讯的软件,计算机与配料控制器的通讯软件是各配料系统
供应商自己用“VB”或“VC”等语言编程进行通讯的,考虑难免不周,控制过程会出现通讯不畅、实时采用数据不正确等问题。
(3)系统可靠性不高
由于浮法玻璃配料是长期连续工作的,系统硬件线路的复杂及计算机与配料控制器的通讯可靠性差决定了其系统可靠性不高、故障排查难、维修不方便。
3 新型配料控制系统的构成
(1)新型配料控制系统的结构及原理
随着电子技术的迅猛发展,PLC的功能越来越强,越来越多地应用于各种控制领域。PLC已从传统的顺序控制发展为对各种工业需求的控制,其中就有专门应用于配料的配料控制模块,实现配料控制。支持PLC的计算机控制软件也越来越多,世界上主要的计算机控制软件都能支持主流的PLC,使
计算机与PLC的数据交换变得简单、可靠。
西门子公司的PLC是世界上最优秀的PLC之一,其SIWAREX称重模块就是应用于S7—300、S7— 400 PLC的配料模块。
新型配料控制系统是以PLC称重模块代替配料控制器,使整个配料过程在PLC的全程控制下进行。
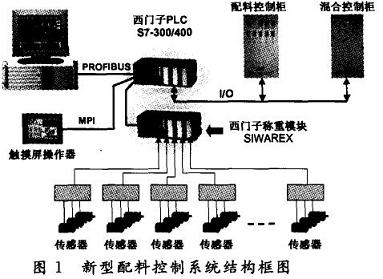
新型配料控制系统由计算机、PLC、给料控制装置等组成,其控制结构见图1。
每台秤的传感器信号直接进入对应的称重模块,计算机与PLC之间通过PROFIBUS通讯协议通讯,PLC根据配料时序直接控制每台秤每种料的补料、排料。
触摸屏作为计算机控制的后备控制器。当计算机系统不能正常工作时,触摸屏承担配料系统的管理及各种配料参数修改功能,使系统能继续正常配料,从而进一步提高了系统的可靠性。触摸屏与PLC通过MPI协议通讯。
(2)新型配料控制系统的硬件设备
计算机系统采用优质的工控机或服务器,确保计算机系统可靠工作。
PLC采用西门子S7—300、S7—400 PLC。从功能上讲S7—300、S7—400都能实现控制,考虑到S7—400要比S7—300贵很多,从考虑系统成本的角度,一般用S7—300。当CPU要冗余时,采用S7— 400和ET200的组合。触摸屏采用能与西门子S7系列PLC通讯的产品,如DIGITAL或GE等公司的产品。
电磁振动给料机采用电磁振动给料机控制装置控制,螺旋给料机采用变频器控制。
(3)新型配料控制系统的软件
计算机软件采用支持PROFIBUS协议的标准计算机监控软件,确保计算机与PLC之间的通讯顺畅、可靠。计算机监控软件可用美国GE公司的CI—MPLICITY或西门子公司的WinCC等。
计算机监控软件除了设有配料控制主画面外,还设有秤点管理、配料参数管理、配方管理、配料时序管理、参数校对、报表管理及故障报警等控制画面,操作直观、简单。
计算机报表管理采用SQL Server和EXCEL,确保配料数据不可更改和便于统计管理。
PLC软件采用西门子STEP 7编程,PLC控制软件包括称重模块数据转换、秤补料排料控制、配料时序控制、混合时序控制、各种故障检测报警等。
触摸屏软件通过其专用软件编程。触摸屏具有配料过程所必须的操作界面及相应的控制功能。
西门子为SIWAREX称重模块提供专门的校秤软件SIWATOOL。计算机与SIWAREX称重模块采用RS232通讯,通过计算机上的SIWATOOL软件实现校称。SIWATOOL校秤软件使原本复杂的校称过程变得简单、直观。
4 新型配料控制系统的特点
(1)系统可靠性高
系统硬件配置先进,计算机与PLC通讯顺畅,决定了系统的高可靠性。
(2)配料精度高
由于称重模块测量精度高,同时PLC程序可根据秤的特殊要求进行编程,使其具有很高的配料精度。系统静态精度为1/1 500(10~100 kg小秤的静态精度为1/800),系统动态精度为1/800(10~100 kg小秤的动态精度为1/400)。特殊小秤的称量精度可达到2g,能满足玻璃工厂包括特种玻璃在内的各种配料的特殊要求。
(3)系统维护容易
硬件线路简洁、中间环节少、硬件质量好使系统几乎做到免维护。系统有各种故障的自诊断功能,故障点一目了然,方便迅速排除故障。西门子公司PLC的插拔式输入输出端子能方便更换PLC模块。
(4)实现排料速度控制
根据工艺要求自动输出4~2O mA控制信号,调节排料给料机的速度。
(5)系统结构灵活
最多可控制24台秤,满足所有玻璃生产要求。1台秤也可称多种原料,降低了系统成本。
5 新型玻璃配料控制系统的应用
(1)总体应用
新型玻璃配料控制系统自2001年开发成功并应用于通辽玻璃厂浮法二线后,先后在9条浮法玻璃生产线、2条压花玻璃生产线共11条国内外玻璃生产线中应用。系统可靠性、控制精度等各项指标满足要求,得到了用户的一致好评。其中南京圣韩浮法玻璃有限公司是在玻璃生产线正常生产的情况下用本新型玻璃配料控制系统取替原有配料控制系统,而且新的配料控制系统同时控制普通浮法玻璃、低铁压花玻璃2条料性完全不同的配料装置。
(2)配料系统控制多条玻璃生产线配料
随着我国玻璃工业的发展,有的玻璃企业由于种种原因需要用1套配料系统给多条玻璃生产线供料。如南京圣韩浮法玻璃有限公司,由于厂区场地的限制,1套配料系统要同时给浮法生产线和压花生产线提供原料,而且很多秤2条线都要使用,但各自的配方不同。新型玻璃配料控制系统能把不同配料方式的配方、秤点、配料参数、工艺时序都保存在PLC内,当切换到另一种配料方式时,只要计算机切换到该配料画面,各种配料参数在PLC内能自动切换。避免了传统配料系统要不断改变配方而造成的操作人员工作量增加、配方可能输错等缺点,大大提高了配料的可靠性。
(3)新旧配料控制系统在线切换
玻璃工厂的连续生产时间一般为5~8年。在这期间内,原料配料系统要不断地向玻璃熔窑输送合格原料。当旧的配料控制系统不能满足正常生产要求时,由新配料控制系统在线替代而且不影响玻璃生产线正常生产已成为一种需要。新旧配料控制系统在线切换的关键是切换时间。必须在几小时内完成系统切换,而且新系统能立即可靠工作,这样的切换才是成功的。
新型玻璃配料控制系统可以在8 h内完成新旧配料控制系统切换。该系统已在河南振华玻璃厂浮法二线、南京圣韩浮法玻璃有限公司成功应用。能够在这么短的时间内完成切换主要是因为该控制系统结构简单,系统可靠,且有标准的校秤软件使校秤工作大大简化。
(4)特殊秤的控制
在生产钻石玻璃等特征玻璃时,某些特殊原料在每副料上最少时只需加1 g,即使是与其它原料混合后也只要配100 g。这就需要高精度的配料系统和特殊的控制软件。
新型玻璃配料控制系统由于其测量精度高,控制精度高,而且秤的控制软件由PLC直接编程,可以根据根据原料特性编制对应的控制策略,实现高精度控制。新型玻璃配料控制系统的实际精度可达到2 g,能满足各种玻璃配料的要求。
6 结束语
通过5年来的实际应用,新型配料控制系统的控制技术已达到国外同行的先进水平,而整个控制系统的价格要大大低于国外同类系统,具有广阔的市场前景。
新型玻璃配料控制系统是我们为玻璃生产线开发的,事实上该控制系统可以应用于建材、化工、食品等行业的配料生产线上。
(转载)

