
摘 要 进入九十年代,变频器在国内电动机调速系统中已逐步得到了应用。本文阐述了变频器的控制方式、功能特点,它与电磁调速相比,具有效率高、能耗低的优点,并且介绍一些实际应用中的问题。
关键词 变频器 控制方式 PWM 技术 加减速时间 主接触器 能量损耗
交流电力传动与控制技术是目前发展最为迅速的技术之一,这与电力电子器件制造技术、交流技术、控制技术以及微型计算机和大规模集成电路的飞速发展密切相关,通用变频器正是这种世界高速经济发展的产物。我厂自1995 年对浮法玻璃生产线进行改造后,从调速和节能两方面入手,将玻璃拉边机传动、变速辊道等关键的生产设备改用了变频调速控制,近几年使用维护当中,我们逐步掌握了变频器的一些特性和使用方法。
1 变频器的控制方式
通用变频器的控制方式,从电压空间矢量控制、矢量控制、转矩控制一直到今天的脉宽调制(PWM )技术。PWM 控制技术是变频技术的核心技术,它大致可分为三大类:正弦PWM 、优化PWM 以及随机PWM 技术。
( 1)正弦PWM 已为人们熟知,由于它可以同时实现变频变压及抑制谐波的特点,因此在交流传动及其它能量变换系统中得到了广泛的应用。
( 2)优化PWM 能够实现电流谐波畸变率(THD)最小、电压利用率最高、效率最优、转矩脉冲最小以及其它特定优化目标。
( 3)随机PWM 则是利用改变频率电机电磁噪声近似为限带白噪声,它在载波频率必须限制在较低频率的场合有着一定的地位。
2 变频系统的构成
变频器具有较齐全的控制功能和保护功能,在功率很小的一般场合往往加上一个断路器就可构成一个变频调速系统。
(1)电源开关
这是一种常用的开关装置,它必须具有短路、过电流等保护功能,且应有明显的闭合和断开的状态标志。我们选用断路器作为电源开关,如图1 所示。
(2)主接触器
因我厂使用的变频器是与其它电气设备集中在一起使用的,且控制方式选用内/外混合控制方式,故在电源侧加接一个主接触器,以增加系统的安全性。当变频器供电电源带电的时候,可断开此接触器让变频器与电网隔离;而当其它条件准备就绪,需让变频器投入运行时,可通过操纵台上的按钮让接触器闭合,接通变频器电源。值得说明的是,在需要瞬时断电自动再启动的应用场合,应取消接触器K 。
变频器故障时,接触器自动断开,如果此时变频器控制电源也失电,变频器就无法保持故障报警信号。但由于变频器都有一个辅助电源端子,因此也就解决了这个问题。
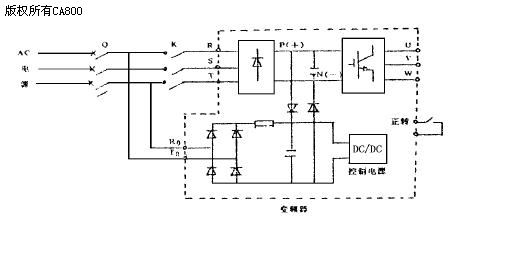
如图1,我厂采用富士FRN —G90S变频器,它是采用PWM 控制的交—直—交型变换器,其内部有32 位微处理器。除具有良好的正弦波输出,很好的转矩特性和快速响应外,还具有多种保护功能。如电机的过流、过压、欠压和缺相保护等,并能在操作面板上显示故障代码,维修较为方便。我们采用内/外混合控制方式,既可由键盘操作,也可远距离控制。给定频率可通过键盘任意设定,也可由外接电位器来模拟设定,并可以在操作面板上查看转速、电压、电流、转矩等参数。
图中R0 、T 0 是两个辅助电源输入端,将其用导线连接到接触器K 上游侧三相电源的任两相。在变频器进线电压正常时,控制电源由直流中间环节P (+ )、N (- )两端获得,经隔离二极管、DC / DC 开关电源变流环节,提供所需各档直流控制电压;当主接触器K断开,直流中间环节失电时,控制电源就由R0 、T 0 端经线电压单桥电路整流滤波后获得。
3 变频器实际运用中的一些问题
(1)数据紊乱
在变频器的运行当中,偶尔会遇到数据紊乱的现象,我们采取让变频器断电后重新开机,使程序初始化的方法,或采用恢复出厂数据的方法,然后按要求重新调节参数,可使变频器运行正常。
(2)变频器的加减速时间的确定正确设定加减速时间对于变频器乃至整个负载机械系统的安全运行至关重要。合理的加速时间是指加速过程中电机电流不超过变频器过载定值时的最小时间。如加速时造成变频器过流或过载保护动作,便应该加大加速时间,直到不动作为止。将此时间再乘以1 1 1 倍,即为合理的加速时间。而减速时间的确定,要在减速过程中,不因为电机再生引起变频器过电压动作。当变频器因减速而过电压动作时,便应增大减速时间直到不动作时为止。同样将此时间乘以1 1 1 倍,即为合理的减速时间。
4 有转差负载下的能量损耗
电机用于恒转矩负载时,负载转矩M =C (常数) ,其轴输出功率P 与转速n 及转差率S 的关系为: P = M ·n/975 ∝n ∝(1- S )
设在额定转速nN 时,电机的轴输出功率为P 20,在转速为n2 时,电机轴输出功率为P 2,于是P 2 的标幺值为:
式中认为电机的额定转速近似同步转速的情况下, S N ≈0 。
异步电动机从电网吸取的功率为P 1,它扣除定子损耗PV ,后转变为电磁功率P em 。P em 除转化为轴输出功率外,其余部分则成为转差损耗$ P 3,其标幺值为:厂产品均达到深加工产品质量要求。
( 3)经1997 年1 月至10 月国家建材局组织了国内设计浮法玻璃生产线生产的浮法玻璃与合资企业生产的浮法玻璃实物质量对比测试。结果认为:
①耀华示范线主线生产2 1 0 ~19 1 0 mm厚度各品种的浮法玻璃,其工艺技术与装备已达到“三高”工艺设计要求。
②该示范线产品实物质量明显高于国内其它浮法玻璃生产线,接近DFG 、SYP 水平。
3 1 3 较好的社会效益
( 1)我国自行设计的“三高”浮法线的投产,标志了我国玻璃工业设计力量已经成熟。设计水平已基本达国际水平。
( 2)“三高”浮法线的竣工投产表明了我国浮法玻璃工业发展到了可自行生产供应优质原片的一个新阶段。
(3)“三高”浮法线生产出优质浮法玻璃,其实物质量基本达到中外合资线水平,填补了我国优质浮法玻璃生产的空白。为我国汽
车工业、制镜工业提供了原片生产基地。
( 4)生产出1 1 5 、2 、15 、19mm 玻璃,为发展我国浮法玻璃新品种做出了贡献。
4 结 语
( 1)耀华示范线代表中华民族玻璃工业的中国洛阳浮法已能够生产国际水平的优质浮法玻璃,能够满足汽车、镀膜、制镜玻璃和高档建筑玻璃的需求,中国浮法玻璃技术已进入国际先进行列。
( 2)这条线是“中国洛阳浮法”和国内外先进技术的有机结合。该线原料、熔制、冷端及三大热工自动控制均采用国外先进技术并结合了国内先进技术。
( 3)引进先进技术推动了国内玻璃行业的发展。特别是耐火材料的发展,已逐步适应优质玻璃熔窑及热工设备的需求,从而大大降低了生产线的投资。
(4)“三高”指标的提出,为建浮法玻璃生产线提出了严格的要求,指出了浮法线的建设方向。国内各玻璃厂正在按“三高”目标改造着企业生产的自身,浮法玻璃产品正在由量的变化向质的变化发展。
( 5)首次在“示范线”应用先进的计算机管理信息系统,为企业管理者适时、准确地提供了三大热工、原料、冷端的生产工艺技术参数,为科学管理、优化生产、降低成本提高产品质量、增强经济效益提供了可靠的保证。
(转载)

