
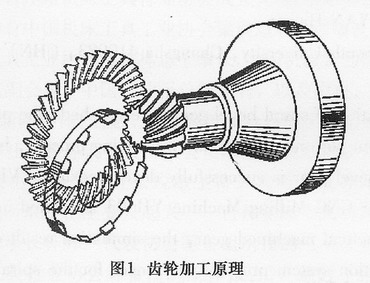
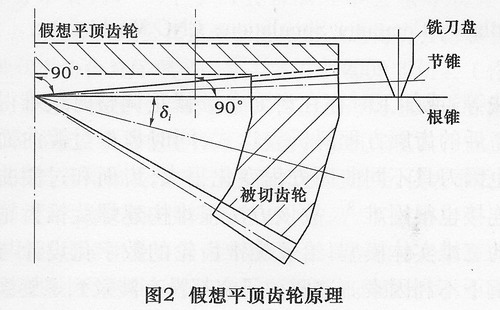
螺旋锥齿轮加工是通过机床上的摇台机构模拟一个假想齿轮,安装在摇台上的刀盘切削面是假想齿轮的一个轮齿。当被加工齿轮与假想齿轮以一定的传动比绕各自的轴旋转时,刀盘就会在轮坯上切出一个齿槽,如图1所示。在调整切齿机床的时候,必须使被切齿轮的节锥面与假想平顶齿轮的节锥面相切并做纯滚动,而刀顶旋转平面则需和被切齿轮的根锥相切,如图2所示。所以铣刀盘轴线与被切齿轮的节锥面倾斜一个大小等于被切齿轮齿根角y的角度。这样就产生了刀号修正的问题。从而导致被切齿轮的加工调整较为复杂,刀片的规格比较多。在加工渐缩齿圆弧齿锥齿轮时,都是采用这种切齿原理的。
1.2 双重双面法加工
双面法是指一个被加工的齿轮,由内切刀齿和外切刀齿交错的铣刀盘,在一个齿槽的两面同时进行切削的加工工艺过程。齿槽的宽度是由刀盘的刀顶距(即安装刀齿两同心刀尖圆问的距离)所控制,这是弧齿锥齿轮和准双曲面齿轮副中的大轮最普遍采用的一种切齿方法。采用双重双面法,大轮和小轮都采用双面法加工,大轮可用范成法也可不用范成法加工,小轮必须用范成法。双重双面法适合模数较小(m≤2.5mm),齿沟很窄,对小轮轮齿凹凸两面分别单独用滚切法加工很难,因此要求大、小轮均用精双切刀一次精切出凹、凸两面。这种方法适合小规格齿轮的大批量生产。
2 螺旋锥齿轮数控铣齿机加工仿真
2.1 螺旋锥齿轮数控铣齿机结构模型
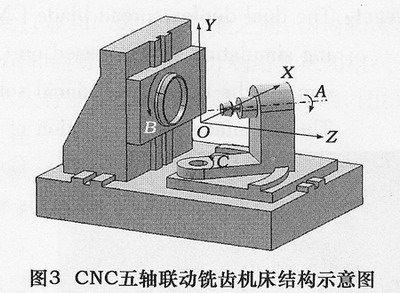
螺旋锥齿轮全数控化加工机床使用三个正交平移运动轴(X、Y、Z)和两个轴线正交的回转运动轴(A、B)代替复杂的摇台鼓轮、刀倾机构,实现了螺旋锥齿轮的展成加工。其结构如图3所示。O-XYZ是机床坐标系,摆动座绕Y轴的旋转、工件齿轮绕自身轴线A的旋转、刀盘沿X轴和Y轴的平动和工件头箱沿Z轴的平动,以上两个旋转运动和三个平动分别代表了CNC机床的B、A、X、Y和Z五个联动轴。它把螺旋锥齿轮加工原理、控制方法和动作浓缩在最小限度的三根线移轴和三根回转轴上。由于五坐标数控机床能够在加工空间中实现刀具相对工件的任何位姿,因此完全能满足螺旋锥齿轮的数控化加工。
机床调整参数主要确定了刀位、床位、轮位和滚比等参数,根据这些参数就可以确定刀盘在切削轮坯时,刀盘和轮坯之间任意时刻的相对位置。机床调整参数是在多个坐标系给出的,而数控机床加工时必须统一在一个坐标系下进行,也就是说,首先在工件坐标系下求出刀具相对工件的坐标位置和姿态,然后再变换求出各轴在数控机床坐标系下的坐标值。这样才能保证刀具与工件的相对运动关系。通过数控机床各轴坐标的连续变化,就可实现CNC模拟螺旋锥齿轮的展成运动。
2.2 机床参数
根据螺旋锥齿轮啮合加工原理,切齿产形轮和被加工齿轮可以看作一对啮合的齿轮副。可计算出螺旋锥齿轮的几何参数和切齿参数,从而得到机床调整参数。有了机床调整参数就可以建立起各坐标系之间的关系,以及刀具和工件在这些坐标系中的位置和姿态。图4给出了机床和刀具坐标关系图,图5给出了机床和工件坐标关系图。
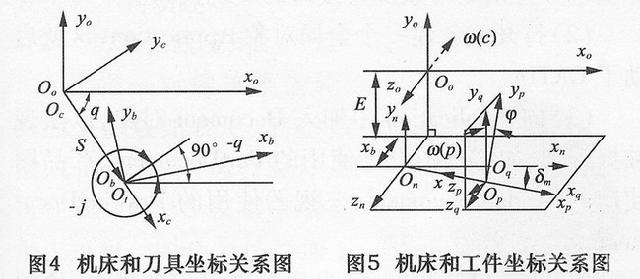
首先建立坐标系。So={Oo;xo,yo,zo}、Sq={Oq;xq,yq,zq}为机床和工件坐标系并与床身固连。Sc={Oc;xc,yc,zc}、Sp={Op;xp,yp,zp}为与摇台和锥齿轮固连的可运动坐标系。St={Ot;xt,yt,zt}为与刀具固连的坐标系,Sb={Ob;xb,yb,zb}为刀具刀倾刀转前与摇台固连的坐标系,Sn={On;xn,yn,zn}为过渡坐标系并与机床相固连。图中给出了决定刀盘和工件相对位置关系的所有初始条件和代号:Oc为摇台中心,Ot为刀盘中心,i为总刀倾角,j为刀转角,δm为轮坯安装角,E为加工偏置距,Op为齿轮轴线交叉点,q为角向刀位(即产形轮转角),S为径向刀位,xb为床位,x为轴向轮位,φ为齿轮绕其轴线的转角。
3 基于CATIA V5平台的螺旋锥齿轮双重双面法加工的计算机仿真系统
3.1 加工仿真原理
刀具要从齿坯上切除部分金属得到齿轮零件,就需要在切削过程中刀具和齿坯存在瞬时重叠区域,这部分重叠区域就是将被切去的金属。从几何方面考虑,设齿坯几何体为A,刀具几何体为B,将齿坯和刀具的运动过程离散化,可把切削过程分成n个切削时段,在这些时段中刀具几何体和毛坯几何体相对不动且存在一定重叠区域,那么在这一时段中的切削就可以看作是在齿坯几何体为A上减去它和刀具几何体B重叠的区域,这样逐个时段进行相减的结果,最后在工件毛坯上留下的就是刀具表面的包络,便可得到加工出的齿轮表面。这个过程的空间拓扑关系可表示为
Ai+1=Ai-(Ai∩B) i=(0,1,2,…,n)
齿轮在范成加工过程中,刀具切削刃在齿坯上切出的“痕迹”,即刀具迹线。刀具迹线形成过程的仿真,旨在再现齿坯上刀具迹线逐次形成的过程,形象地描述刀具齿廓曲线和齿轮齿型的关系。为此,将坐标系固连在齿坯上,随齿坯按照齿坯的转动速度一起转动。在此坐标系中,齿坯“静止不动”,刀具则按一定的规律作空间运动,一方面绕齿坯轴线转动,构成刀具的牵连运动,同时,还要做相对于机床摇台的转动,刀具的运动是这两种运动的合成。
机床的切削加工是一个连续的过程,而仿真只能是给出刀具和工件有限个相对位置。所以我们必须将运动关系式离散化,得到有限个相对位置对应的数据。所谓离散化就是将运动关系式中的一个变量作为自变量,给出其在加工过程中的一些取值点,再根据运动关系算出这些取值点上对应的其它变量值。
3.2 CATIA V5实现螺旋锥齿轮加工仿真的方法
3.2.1 CATIA V5简介
CATIA V5是IBM/DS基于Windows核心开发的高端CAD/CAM软件系统。CATIA系统如今已经发展为集成化的CAD/CAE/CAM系统,它具有统一的用户界面、数据管理以及兼容的数据库和应用程序接口,并拥有20多个独立的模块。CATIA V5以其强大的曲面设计功能在机械、飞机、汽车、造船等设计领域得到了广泛的应用。CATIA的曲面造型功能体现在它提供了极丰富的造型工具来支持用户的造型需求。比如其特有的高次Bezier曲线曲面功能,次数能达到15次,能满足特殊行业对曲面光滑性的苛刻要求。同时CATIA V5还具有和CAE软件的接口程序(如:igner等),能方便的将模型导人到Nastran、ad-ams、ANSYS和ABAQUS等软件中进行各项线性或非线性分析和仿真的研究,对于螺旋锥齿轮等复杂曲面零件的研究,可方便地实现模型的构建及数据的转换。
3.2.2 CATIA V5实现螺旋锥齿轮加工仿真的方法
对于数控铣齿机床加工,调整过程和加工全过程都由数控轴运动实现,所以仿真该机床的运动实际上就是仿真机床五个数控轴的运动。在CATIA V5中仿真螺旋锥齿轮的加工过程,可首先在仿真系统中取和机床相同坐标系;接着直接用盘铣刀几何模型绕摇台轴线的转动代表机床X、Y方向的两个平动;最后用刀盘几何模型绕齿坯几何模型的转动代表A轴运动。完整的仿真系统实现过程为:首先根据工件齿轮参数和盘铣刀参数生成齿轮毛坯实体和盘铣刀实体;接着根据一组数控轴联动参数相应调整齿轮毛坯实体位置和盘铣刀位置,同时两个实体做相减布尔运算,继续读取联动数据直到加工完一个齿槽;齿轮毛坯绕自身轴线分度加工下一个齿槽,直到加工完所有齿槽。由于仿真过程是将加工过程离散化,如用手工操作实现工作量大,也不能动态演示加工过程。在CATIA V5中可通过其方便的二次开发功能,开发出相应的加工仿真系统实现加工过程由程序来控制。
3.2.3 虚拟加工系统的组成
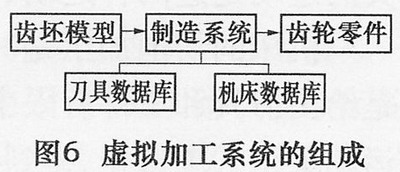
加工仿真系统主要由刀具数据库和机床库两部分组成,刀具数据库记录了刀具的形状和尺寸,机床数据库记录了加工时机床的调整参数。如图6,当齿坯模型进入制造系统后,通过在刀具数据库中选择相应刀具的类型和尺寸,调节齿坯在机床上的位置参数及刀具的加工行程等机床参数,便可生成对应参数虚拟加工出的齿轮零件模型。
3.2.4 系统程序流程
实现以上功能可以通过如图7的程序流程实现,启动程序后,在相应的虚拟加工系统界面内输入齿轮零件的参数、刀具参数、机床参数后执行加工命令,程序开始判断CATIA V5是否启动,如果CATIA V5已经启动则直接进入零件模块,如果CAT-IA V5没有启动,则启动CATIA V5后再进入零件模块。进入零件模块后新建齿坯模型,再创建刀具模型,并同时调整刀具位置,然后让刀具几何体和齿坯几何体作布尔运算,在齿坯上切除刀具所占的位置,并判断是否切完一个齿槽,如果没切完再重复上面步骤,调整刀具到下一个切齿位置。完成一个齿槽后再加工下一个齿槽,完成整个制造仿真建模过程。
3.3 CATIA V5二次开发的步骤
目前已经有许多详细介绍CATIA V5二次开发原理的文章。本文只介绍用VB6.0对CATIA V5二次开发的步骤:
(1)初始化COM库,引人类型库文件,VB6.0可从IDE中引入。类型库文件是二进制文件,但经编译后产生类型库头文件(扩展名为TLH)和类型库实现文件(扩展名TLI)。类型库头文件是相应环境下语言格式文件,包含对象定义,全局唯一标识符,对象中所使用的结构、方法和属性定义,智能指针(SmartPoint-er)定义,交叉引用类型库的说明等。若是交叉引用类型库,应按引用顺序引入,否则将出现编译错误,类型库实现文件则是对象及其接口的实现代码。
(2)打开或新建一个全局对象Application,这就启动了CATIA。
(3)向Application中加入Document对象,以实现数据管理,如零件图设计使用的PartDocument、产品图使用的ProductDocument、三视图使用的DrawingDocu-ment。
(4)声明欲使用对象,设置参考平面和视点,绘制几何形体。
(5)更新Document对象或Viewer对象,以便正确显示几何形体。
(6)关闭Document,释放COM库资源。
4 应用实例
4.1 仿真系统开发
取YH603系列螺旋锥齿轮数控铣齿机为仿真系统开发对象,由于YH1603系列螺旋锥齿轮数控铣齿机
为四轴联动机床,仿真程序可实现五轴联动机床,可通过在加工仿真时固定C轴旋转实现仿真系统的四轴联动机床模拟。
4.1.1 界面开发
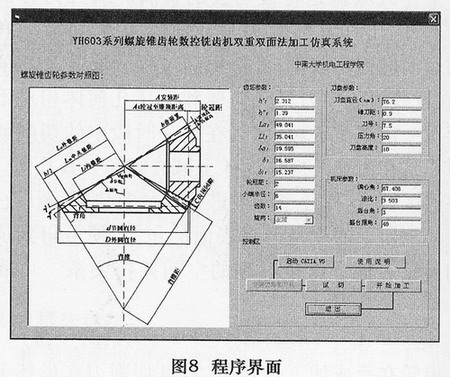
根据YH603系列螺旋锥齿轮数控铣齿机加工参数类型,开发仿真程序界面如图8。界面由三部分组成:(1)参数对照区。螺旋锥齿轮加工参数很多,将各个参数以图例的形式表示方便参数输入,防止参数输入错误;(2)参数输入区;(3)程序操作区。
4.1.2 仿真系统开发
由仿真程序开发流程图,按照CATIA V5二次开发的步骤,开发相应的VB程序控制CATIA V5的建模过程。加工过程通过“时钟控件”控制每次布尔运算的时间间隔,可实现在建模过程中看到齿坯的切削过程,以及控制加工的快慢。限于篇幅,对仿真程序的开发过程不再赘述。
4.2 仿真系统应用
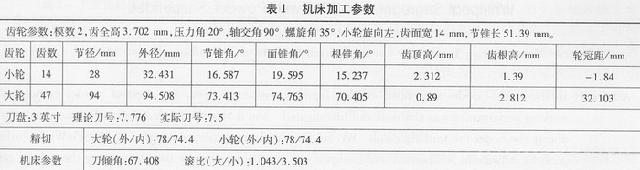
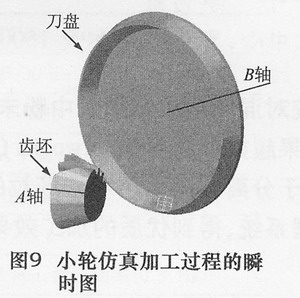
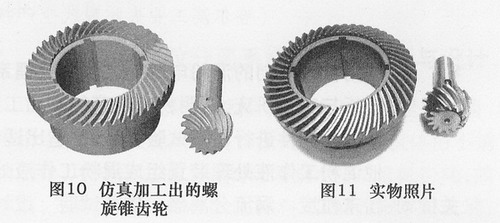
选择一对螺旋锥齿轮,其加工参数如表1。将参数输入仿真程序,运行程序后可在CATIA V5窗口中看到加工过程。图9为仿真加工过程的一幅瞬时图。加工完成后,对模型添加其它特征后可得最终模型图,如图10。图11是在YH603铣齿机上用与加工仿真软件相同的数据,实际加工出的一对相啮合的螺旋锥齿轮实物照片。从图上看,加工仿真图和实物图的齿形齿向是一致的。经实际检验,仿真结果与实际结果也是符合的。由此说明数控加工仿真系统可以非常精确地模拟出CNc铣齿机实际加工过程,仿真结果是准确、可靠的。
5 结语
以CATIA V5为平台,以共轭齿面包络原理为理论基础,采用模拟真实齿轮的加工过程来构建螺旋锥齿轮模型的方法,利用CATIA V5的二次开发技术完成加工过程的自动化,可实现齿轮等复杂零件的加工仿真,并构建出与真实加工零件一致的实体模型,为螺旋锥齿轮齿面接触分析(TCA)和有限元应力分析(FEA)提供了精确的三维几何模型。
(转载)

