
酸洗线主要是借助于机械和化学的作用,把从热连轧厂来的带钢钢卷表面氧化铁皮及污垢去掉,得到表面清洁的带钢,这在冶金领域冷轧生产之前起着关键作用。
而在世界范围内,约有3/4热轧带钢轧机所产生的钢卷,会提供给连续钢带酸洗机组进行处理,这其中更是98%的带钢酸洗机组是采用水平式连续酸洗机组。由此,使机组发挥最大潜能至关重要。也正因为此,电气传动由于能够决定整套设备能否稳定运转,作用更加不言而喻。
酸洗线工艺流程
简而言之,酸洗线的工艺是:上料→开卷→破鳞牵引→切头→焊接→储料套→酸洗池1→酸洗池2→挤干→清洗→钝化→挤干→切断→收卷→出料。
其要求传动控制有逻辑控制、同步控制、张力控制,保证钢带在酸洗池酸洗过程中匀速运行,保持各段材料张力,并收取成卷。
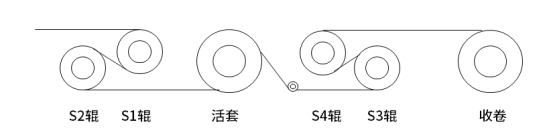
设备控制示意图
英威腾整体解决方案,各环节发力
根据酸洗线对传动和系统控制要求,英威腾提出HMI+ PLC+ Goodrive35系列高性能闭环矢量变频器的整体系统解决方案,每步工序采用最优的控制方式。

S1辊——传动辊,使用英威腾GD35闭环矢量控制变频器,采用闭环速度模式,转速控制精度高,同时变频器采用DP通讯总线方式控制,牵引前方酸洗池来料,保证钢带在酸洗池中匀速运行。

S2辊——张力控制辊,使用英威腾GD35闭环矢量控制变频器,采用闭环转矩模式,转矩控制精度高,采用DP通讯,控制S1辊与S2辊之间的张力,防止材料打滑。

活套——储料机构,采用英威腾GD35变频器,空间电压矢量模式,采用DP通讯,一拖多模式,一台变频器拖动12台电机。功能是进行储料,保证整线速度恒定,防止钢带在酸洗池中时间不等,导致厚薄不一致。

S3辊——传动辊,使用英威腾GD35闭环矢量控制变频器,采用闭环速度模式,转速控制精度高,同时变频器并采用DP通讯总线方式控制, 牵引活套来料。

S4辊——张力控制辊,使用英威腾GD35闭环矢量控制变频器,采用闭环转矩模式,转矩控制精度高,采用DP通讯,控制S3辊与S4辊之间的张力,防止材料打滑。

收卷,采用英威腾GD35-07张力专用变频器,采用DP通讯,控制与S4辊之间的张力,保持收卷线速度恒定,最大卷径2000mm,卷径自动计算功能,保证张力恒定,并收卷成型。
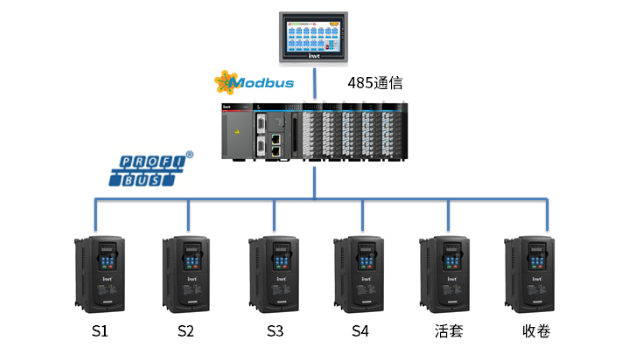
电气控制方案图
自动化程度高,保障安全稳定
英威腾Goodrive35系列高性能闭环矢量变频器,在酸洗线设备中应用广泛,优异的过载能力和动态响应速度,可以保证设备安全稳定运行。
采用英威腾整体解决方案优势:
1、自动化程度高,系统采用Profibus-DP总线控制,通信速率达到1.5M,响应速度快。
由于省去了大量的A/D,D/A模块,因此对PLC硬件的要求大大降低,同时节约了高额的软件开发的费用。
2、人机界面美观、操作简单,可以实时监控生产过程中各种工艺参数及生产过程中异常现象报警和故障。
3、英威腾变频器具备多种控制方式、开/闭环矢量控制,矢量化VF控制技术且其优异的过载能力和低频高转矩特性,能全方位保证设备重载情况下稳定运行。
4、收卷工艺上采用英威腾GD35-07张力专用变频器,具有开闭环张力控制、自动卷径计算和自动换卷功能,PLC只完成简单的逻辑控制和主速度处理;大量的张力控制和运算由变频器内部自动完成;安装、调试简单易行,能保证钢卷材恒张力收卷,完全能满足各类卷绕类场合。
自2009年起,英威腾通过与行业龙头建立战略合作关系,打破国外品牌在冶金行业的垄断和技术壁垒,从而进入冶金工程传动领域。经过十余年发展,越来越多的冶金企业的各个关键环节中,都出现了英威腾的身影。未来,英威腾将持续坚持“以客户为中心”,为冶金企业提供源源不断提供强有力的产品、方案及服务保障。
(转载)

