
名剑干将、莫邪名满天下。武林至尊,宝刀屠龙,倚天不出,何以争锋。
削铁如泥的它们,当时到底有多牛,无法考证。但是,根据当时的冶金和金属处理能力来推断,它们应该牛不过你家的菜刀。
接下来,这篇干货满满的科普文章就告诉我们,古代著名冷兵器和今天普通菜刀为什么会有这样的区别。
现代生活中能接触到各种各样的金属产品,像钢桥梁、汽车外壳、菜刀、不锈钢护栏、铁锅子、易拉罐、铁榔头等。我们司空见惯地以为它们性能都差不多吧。其实它们性能各异,比如桥梁钢的强度高;菜刀的硬度;铁锅子耐热性高;易拉罐的延展性高;不锈钢防腐能力强;汽车外壳的外观漂亮。
金属工件要拥有这些满足我们不同需求的性能,除了通过选择合适的合金外,其他几乎都靠不同的金属热处理方法。
01、为什么金属要进行热处理
说到金属热处理,就绕不开铁,它是我们地球上最多的金属,也是应用最广的金属。纯铁是指含碳量低于0.02%铁金属,是一种柔韧而延展性较好的银白色金属,有着良好的导磁性,主要用于制发电机和电动机的铁芯。钢是铁碳合金的总称,碳质量百分比在0.02%和2.11%之间,我们平时用到的铁金属工件,几乎都是钢。含碳量高于2.11%的叫生铁,它脆而硬,加工性能差,就是称的称砣多半是生铁制成。
未经热处理的铁、钢和生铁的强度、刚度和表面硬度、防腐等性能,都很难满足我们现实生活中不同的需要。于是,人们绞尽脑汁,不停探索,除合理选用材料和各种成形工艺外,就有了热处理。所以,热处理是为了使金属工件具有所需要的力学性能、物理性能和化学性能,是提高金属工件性能的有效手段。
02、金属热处理是什么
那什么是热处理呢?
金属热处理是将金属或合金工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度,在不同的介质中冷却,从而改变金属材料表面或内部的显微组织结构来控制其性能的一种工艺。
金属热处理是机械制造中的重要工艺之一,与其他加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量。所以,它是机械制造中的特殊工艺过程,是机械零件和工模具制造过程中的重要工序之一。它可以保证和提高工件的各种性能 ,如耐磨、耐腐蚀等。还可以改善毛坯的组织和应力状态,以利于进行各种冷、热加工。
例如白口铸铁经过长时间退火处理可以获得可锻铸铁,提高塑性;齿轮采用正确的热处理工艺,使用寿命可以比不经热处理的齿轮成倍或几十倍地提高;另外,价廉的碳钢通过渗入某些合金元素就具有某些价昂的合金钢性能,可以代替某些耐热钢、不锈钢;工模具则几乎全部需要经过热处理方可使用。
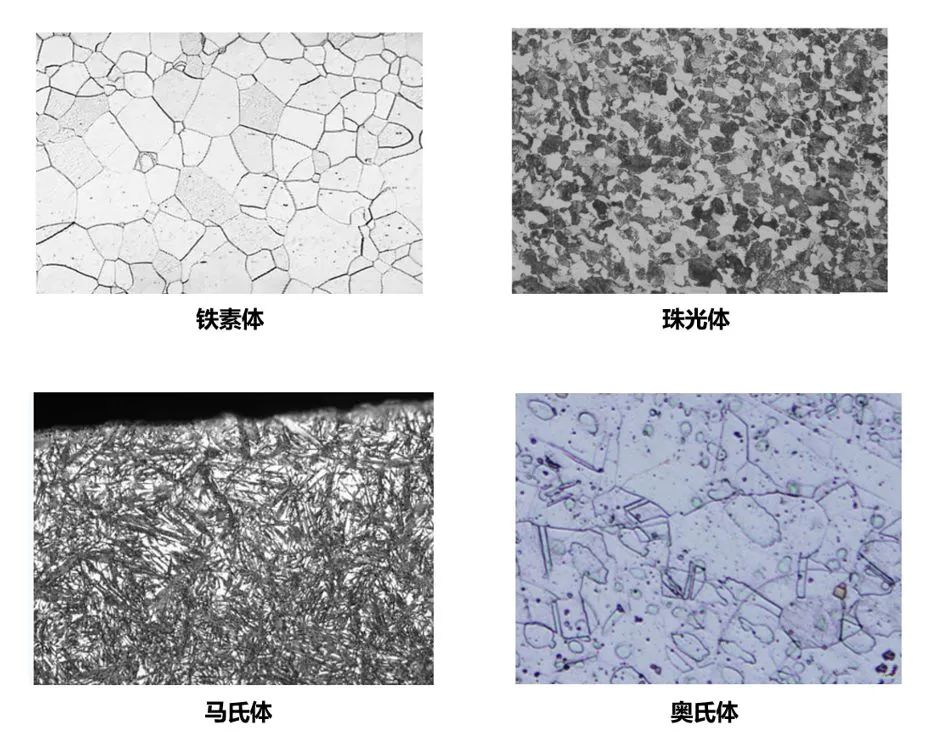
金属显微金相组织复杂,而且在不同的条件下金相会不同。金相不同,性能就会不同。而且金相组织可以通过热处理进行改变和控制。钢铁是机械工业中应用最广的材料,钢铁的热处理也是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。下图是钢铁主要的几种金相组织(将钢材取样,经过打磨、抛光,最后用特定的腐蚀剂腐蚀显示后,在金相显微镜下观察到的组织)。
03、机械热处理分类
金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类,如下图。
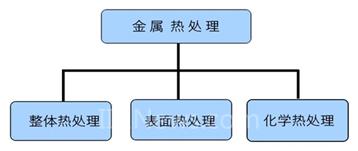
根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的金相组织,从而具有不同的性能。钢铁是工业上应用最广的金属,而且钢铁显微组织也最为复杂,因此钢铁热处理工艺种类繁多。
整体热处理(Bulk Heat Treatment)
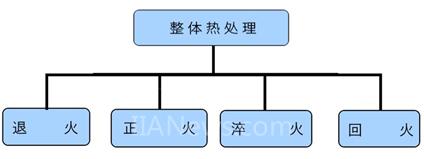
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其围观金相机构从而改变整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
退火(Annealing)
退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,或者是使前道工序产生的内部应力得以释放,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。以45号钢为例,退火后的金相为奥氏体,退火后变得太软,一般45钢都不做退火处理。
专业解释:将亚共析钢工件加热至AC3(加热时铁素体转变成奥氏体的终了温度)以上20-40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。
正火(Normalization)
正火是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。以45号正火后金相为奥氏体+珠光体。
专业解释:将钢材或钢件加热到临界点AC3(对于亚共析钢)或Accm(加热时二次渗碳体溶入奥氏体的终了温度,对于过共析钢)以上30℃-50℃,保温适当时间后,在自由流动的空气中均匀冷却的热处理工艺为正火. 正火后生成亚共析钢为F+S,共析钢为S,过共析钢为S+Fe3CⅡ正火与完全退火的主要差别在于冷却速度快些,目的是让钢组织正常化,亦称常化处理。
淬火(Quenching)
淬火是将工件加热保温后,在水、油或其他无机盐溶液、有机水溶液等淬冷介质中快速冷却。后钢件变硬,但同时变脆。以45号钢为例,很少单单淬火,因为它难得到想要的硬度。
专业解释:将钢奥氏体化后的钢件以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发生马氏体等不稳定组织结构转变的热处理工艺。
回火(Tempering)
回火是为了降低钢件的脆性,将淬火后的钢件在高于室温而低于650℃的某一适当温度进行较长时间的保温,再进行冷却,这种工艺称为回火。
专业解释:将经过淬火的工件加热到临界点AC1(加热时珠光体向奥氏体转变的开始温度)以下的适当温度保持一定时间,随后用符合要求的方法冷却,以获得所需要的组织和性能的热处理工艺。
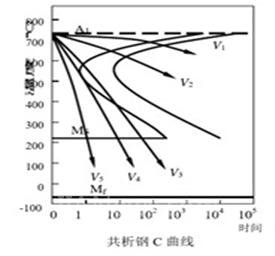
下面是45号钢,几种热处理的结果分析。

温度升到临界点后,随着加热温度和冷却方式的不同,又演变出不同的热处理工艺。不同的冷却速度会析出不同的金相 。
V1 会析出铁素体和珠光体;
V2会析出铁素体和索氏体;
V3会析出铁素体和屈氏体。
当冷却速度达到V4时,析出很少的网状铁素体和屈氏体,奥氏体则主要转变为马氏体和屈氏体。
当冷却速度超过V5时,则全部转化为马氏体。
退火、正火、淬火、回火是整体热处理中的“四把火”,它们常常会相互结合,其中的淬火与回火关系密切,常常配合使用。
调质(Quenching-Tempering)
为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺。以45号钢为例,淬火后得到马氏体,接着回火得到索氏体。这样,就能使材料得到较高的强度, 又有优良的韧性、塑性、切削性能。
时效处理(Aging Treatment)
把某些合金也称固溶体(在固态条件下,一种组分内溶解了其他组分而形成的单一、均匀的晶态固体金属,平时用的不锈钢就是典型的固溶体)淬火形成过饱和固溶体后,将其置于室温或稍高的适当温度下保持较长时间,以提高合金的硬度、强度或电性磁性等。例如,为消除精密量具或模具、零件在长期使用中尺寸、形状发生变化,就需要进行时效处理。
形变热处理(Ausforming)
把压力加工形变与热处理有效而紧密地结合起来进行,使工件获得很好的强度、韧性配合的方法, 也相当于热锻造。最常见的例子,就是老式铁匠铺打铁。
真空热处理(Vacuum Heat-Treatment)
在负压气氛或真空中进行的热处理称为真空热处理,它不仅能使工件不氧化,不脱碳,保持处理后工件表面光洁,提高工件的性能。零件经真空热处理后,畸变小,质量高,且工艺本身操作灵活,无公害。因此真空热处理不仅是某些特殊合金热处理的必要手段,而且在一般工程用钢的热处理中也获得应用,特别是工具、模具和精密耦件等,经真空热处理后使用寿命较一般热处理有较大的提高。
表面热处理(Thermolizing)
表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法有火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。例如,一些轴类、齿轮和承受变向负荷的零件,表面具有较高的抗磨损能力,而内部又需要很好的韧性和强度。就可以可通过表面热处理,使工件整体的性能要求。
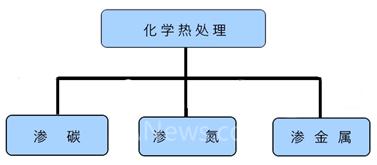
化学热处理(Thermo-Chemical Treatment)
化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其他合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其他热处理工艺如淬火及回火。化学热处理的主要方法有渗碳、渗氮、渗金属。
表面改性技术(surface modified technique)则是采用化学热处理和物理方法的方法结合。改变材料或工件表面的化学成分或组织结构以提高机器零件或材料性能的一类热处理技术。它包括化学热处理(渗氮、渗碳、渗金属等);表面涂层(低压等离子喷涂、低压电弧喷涂、激光重熔复合等薄膜镀层、物理气相沉积、化学气相沉积等)和非金属涂层技术等。这些用以强化零件或材料表面的技术,赋予零件耐高温、防腐蚀、耐磨损、抗疲劳、防辐射、导电、导磁等各种新的特性。使原来在高速、高温、高压、重载、腐蚀介质环境下工作的零件,提高可靠性和延长使用寿命。最常见得莫过于家里的不粘锅。
除了特殊行业,特殊用途的金属产品(像齿轮、铸造件、不粘锅等),多数机械设计和制造都不需要进行额外的热处理,因为钢厂已经替代设计方进行过热处理了,让机械用金属原材料处于热处理过的状态。机械设计方只需选用就行。
04、金属热处理的工艺方法和发展
说了这么多金属热处理知识,我们来看看世界金属冶炼和热处理的发展历程。人类不断的探索,从使用石器,到发现金属,提炼金属,再到金属热处理,走过了漫长的历程。

发展到现在,各个热处理步骤热退火、正火、回火、淬火、渗碳、渗氮等都有了各自的、先进的热处理设备。像退火炉、正火炉、回火炉、淬火炉、渗碳炉、渗碳炉、真空炉、硝盐炉、时效炉、铝合金热处理炉等。它们不但能精准地升、降温,而且测控技术有长足发展,主要表现在温度测控、气氛测控和工艺程序控制等,不断采用新技术。先进的高质量的元器件和仪表陆续开发出来,又大量应用于热处理设备中。

全自动感应淬火机床
计算机和网络技术的应用和控制,几乎扩展到所有先进热处理设备领域。借在感应加热和燃烧控制领域多年的探索和积累的丰富经验,西门子工控早已成为金属热处理领域的标杆。时序脉冲燃烧控制、时序脉冲燃烧控制、膨胀式火焰和可遮断的点火等控制方式,为燃烧设备制造商提供了可靠的技术和解决方案。而且燃烧设备和感应加热正是热处理所需的热源。另外,西门子还为热处理工艺提供高品质的元器件,机械、电子以及各种传感器的广泛组合应用到热处理领域。
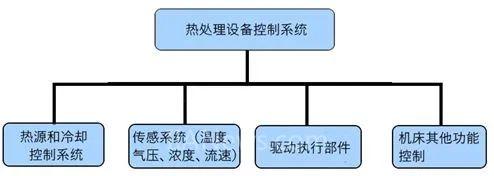
热处理控制系统大致构成
例如西门子840D数控系统是整套感应淬火设备的控制中心, 控制机床的运行和工件的加热淬火过程。这套系统主要由下列部件组成:

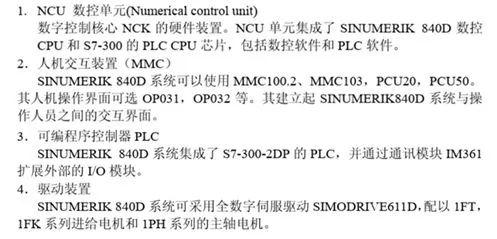
这套系统具有以下功能和特点:
1、增加了零件淬火质量保证功能。其一它是在CNC 840D控制系统中配置能量监视器。利用能等于功率与时间积分的基本原理通过显示器的某一画面, 显示能数值是否在预先设定的能里偏差带范围内从而判定零件的加热能量是否在设定范围内。其二,根据结构复杂零件加热淬火不同部位、不同功率需要,程序中可设定不同功率,大大拓宽了零件的加热淬火应用空间。
2、通过彩色屏幕的不同画面了解设备运行,如全晶体管电源、电机、淬火液水温和液位、冷却系统压力和温度,运行中工件加热状态如功率大小、能量是否超出偏差带等状态或故障信息。运行中一旦发生故障, 数控系统以最快的响应速度采取措施。第一反应是立即阻止程序的继续执行淬火工艺过程将被停止,并将故障记忆在故障程序中, 避免零件或机床出现损坏,与此同时显示报警内容。只有在操作者或技术人员排除故障后, 设备方可继续工作。
3、配有完整的工件淬火程序的输入、修改等编辑功能,所有工件程序可以存储在数控系统中也可以通过数控系统通讯口传输到计算机中,便于工艺人员离机进行工件淬火程序的编辑和处理。当机床关机后,最后加工的工件参数和程序自动存储,以便下次操作调用。
不同金属热处理设备,控制系统功能也会存在诸多不同。但控制系统的总体结构大致相当。
05、金属热处理的未来
金属热处理发展的未来会怎样?难以预计。
随着3D 打印的技术的出现和进步,也可能会直接打印出不同和特定金相组织的,满足不同性能要求的金属物件。甚至轻易地制造出同一工件上,不同部位具有不同金相组织和不同性能地金属物件。这也是当下3D 打印的技术瓶颈和3D 打印的发展方向。
(转载)

