
编程在线切割加工机加工中是很重要的操作,三菱电机的编程非常简单智能,全程不需要记任何代码,全程都是导航选择的形式操作,对用户来说上手很快,也能保证编程的准确无误。凸模加工非常普遍,与凹模相反,切割下来的部分是我们要的工件,本期为大家详细介绍的是凸模的编程方法。
编程教程详解
1. 画图
根据图纸,利用“作图编辑”中的功能,绘制想要切割的图形。
2. 进入加工指定
点击“CAM”--点击“加工指定”。
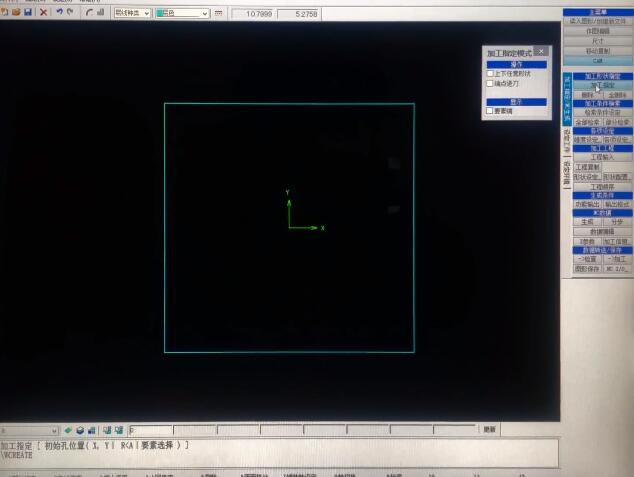
3. 加工开始位置
在画面左下方输入加工开始位置坐标(坐标值XY用逗号分开,双击数字键盘上的点也可以生成逗号),回车后回出现一个方形小红点。(注:凸模的加工起始点是在图形外)
4. 选择进刀位置
用鼠标点击图形进刀位置,出现一个白色的小箭头。

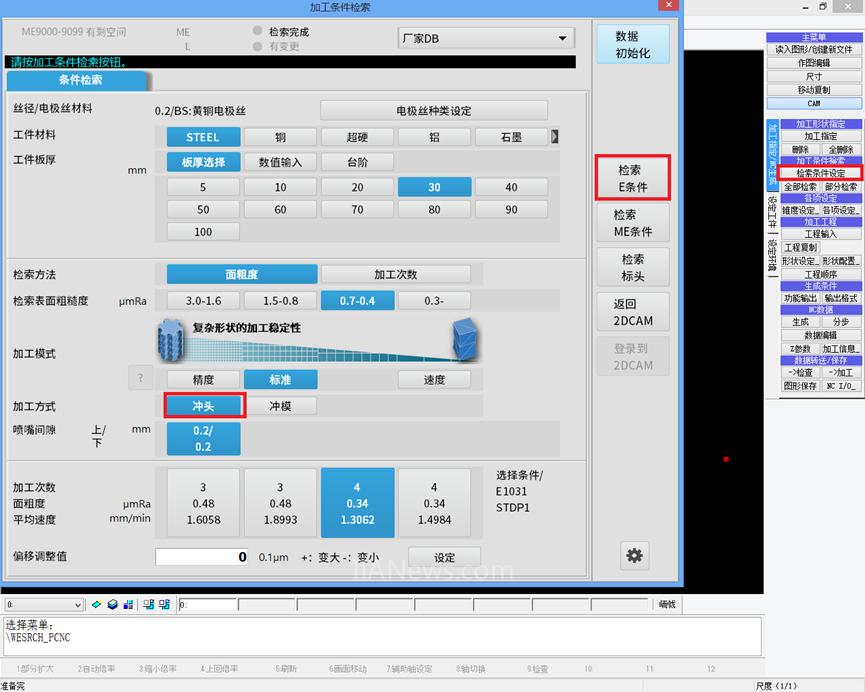
5. 检索条件设定
点击“检索条件设定”,出现以下对话框,根据实际要求进行画面中选项的设定(注:加工类型凸模选“冲头”)
点击“检索E条件”进行条件检索
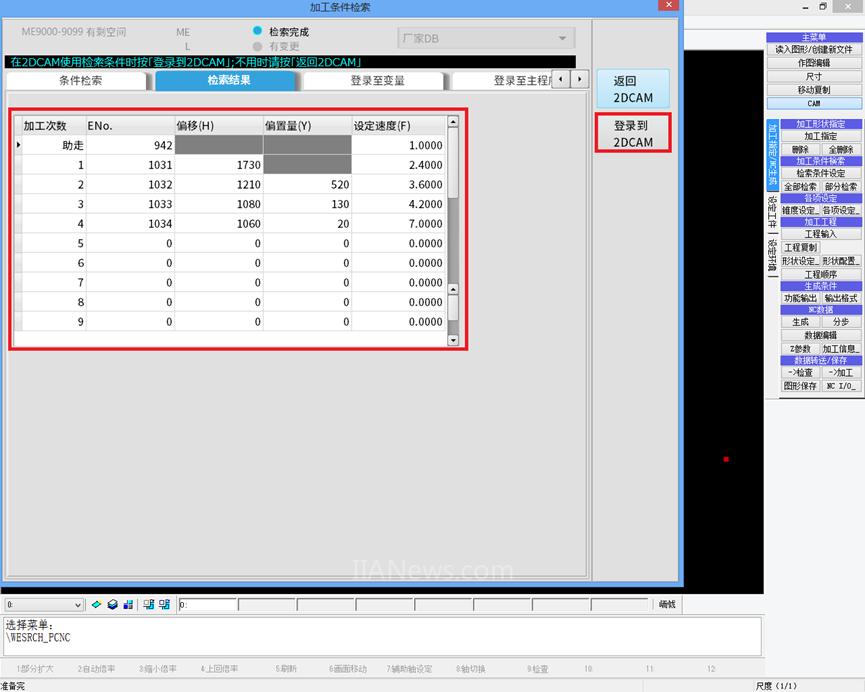
6. 登录
出现以下对话框,确认检索的内容是否准确,如果没有问题,点击“登录到2DCAM"
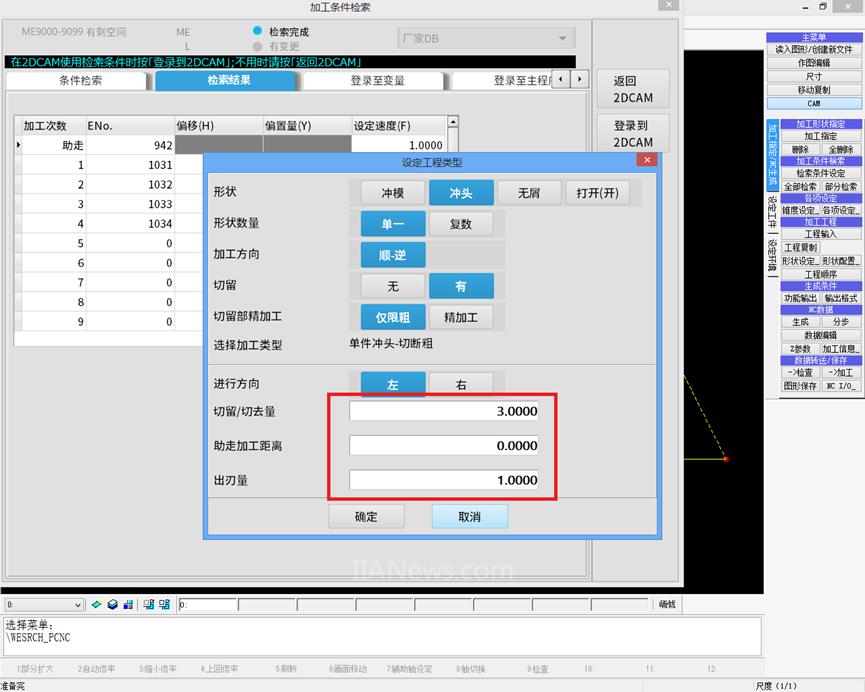
7. 确认加工参数
出现以下对话框,根据实际要求选择填写各项内容后点击“确认”:
●凸模是有切留量的,便于工件固定,进行精修加工,这个切留量的部分由于只加工一刀,后道工序需要进行磨床研磨的,所以切留量给多少,要根据工件的体积大小决定,保证切割时工件在高水压的冲击下不会有晃动,不发生变形即可,一般情况切割10X10的方40mm~60mm厚工件,切留4mm。
●出刃量是避免切割停顿造成工件表面有放电凹痕而多切出去的一点距离,一般0.2电极丝留0.5即可
●助走加工距离是起切时使用弱条件进行加工,避免起割时断线,距离根据实际情况给定,一般需要切进工件3mm~5mm即可。
8. 全部检索
回到画图界面,点击“全部检索”出现“是否可以对全部的形状重新检索?”的对话框。点击“YES”。观察屏幕左下方对话框中是否有“正常检索结束”字样,有此字样说明检索成功。

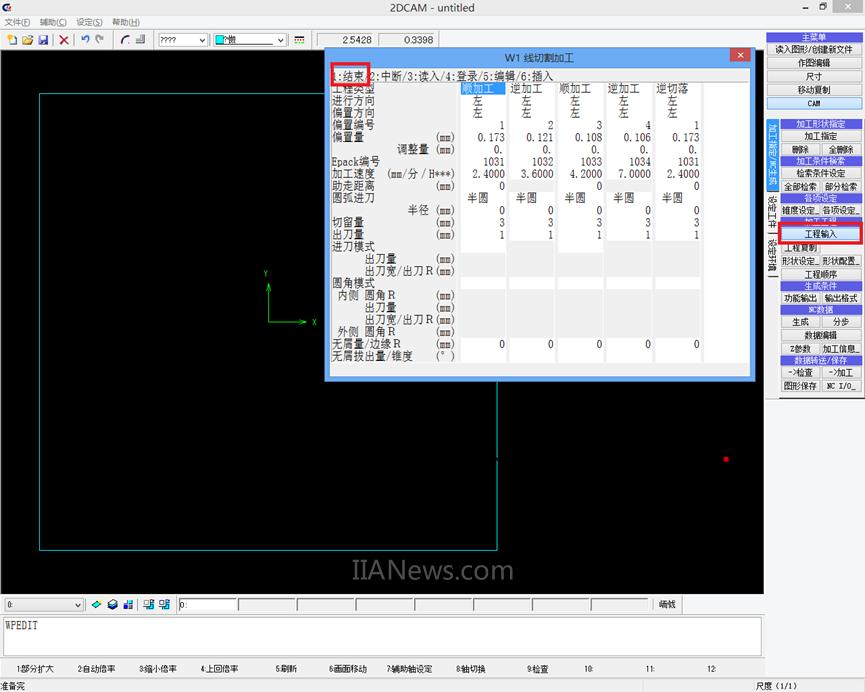
9. 工程输入
点击“工程输入”。用鼠标左键点击带有小箭头的图形线。出现以下对话框,确认加工内容,如果需要修改,修改后点击“结束”进行保存。
10. 程序生成
点击“生成”,确认屏幕左下角对话框中是否有“NC数据制成结束”字样,有此字样说明程序生成成功。

11. 输入程序号
点击“加工”,出现以下对话框,输入程序号。
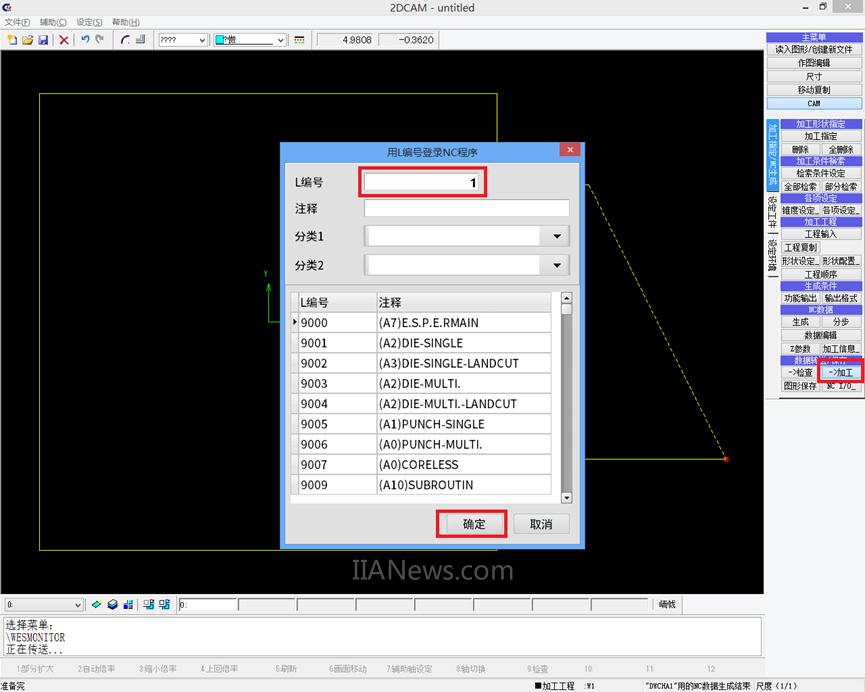
12. 开始加工
点击“确认”,自动跳到“监控器”画面,10秒钟后,切割图形自动生成。点击“STAR”键,进行加工。

(转载)

