
功能概述
在内存或MDI模式下使手动速度指令有效,通过执行手轮、JOG、手动快速进给指令能够以该进给速度,运行当前程序。发出负向(-)进给指令,则可逆行程序路径,但仅可逆行当前执行中的程序段,不可向前追溯程序段。客户便能够以多种方式进行程序的测试。
实现步骤
01 参数设定
#1365=0
02 PLC信号确认
03 PLC编程
以设定X81为功能开启信号为例:
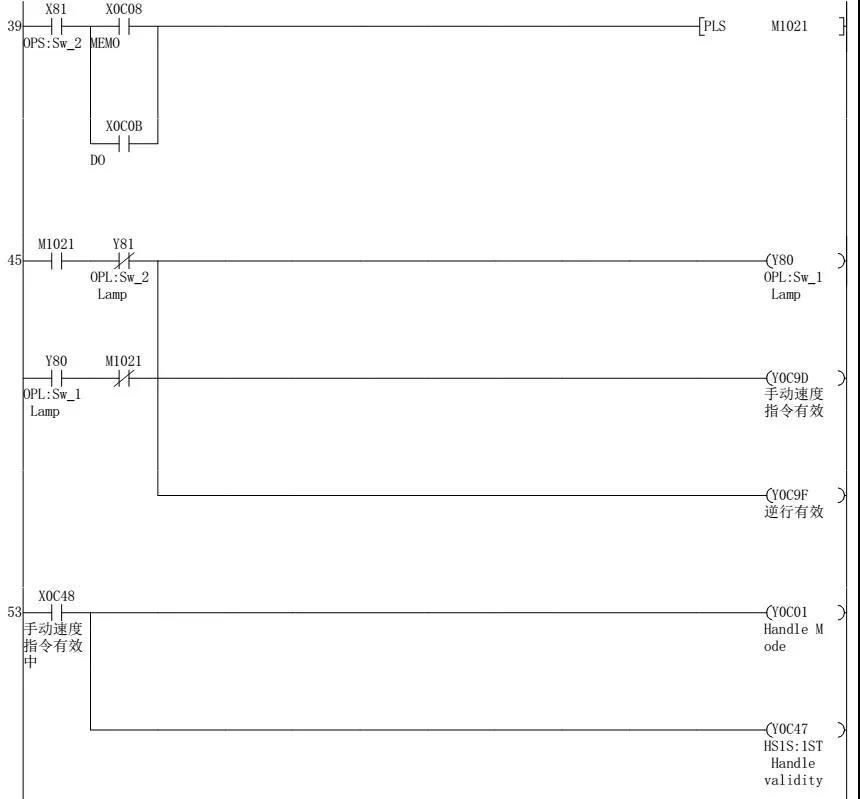
图 1
04 执行动作
以第1系统手轮进给指令举例说明。
4.1 在加工程序自动运行中执行手动速度指令操作
搜索加工程序,在内存模式执行自动启动。
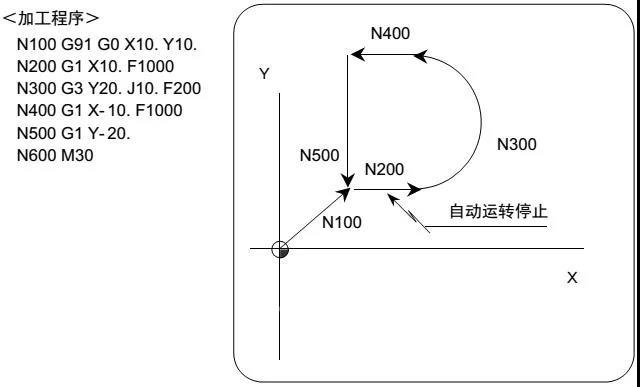
图 2
执行到N200程序段时,接通手动速度指令有效信号、手动速度指令逆行有效信号、手轮模式(内存模式保持接通状态),程序自动运行暂停。
选择第1手轮第1轴,正向(+)进给,则程序段继续以手轮进给速度移动。
手轮负向(-)进给,则与程序方向反向移动。移动至当前程序段(N200)起点位置,则停止反向移动。(无法返回至上一程序段)
当前程序段(N200)结束后使手轮继续正向(+)旋转,则执行手轮进给速度移动之后的N300~N500 程序段。
在N600程序段输出M30,通过NC复位或完成结束。
4.2 从加工程序开始执行手动速度指令操作
搜索加工程序,设为内存模式。
接通内存模式、手动速度指令有效信号、手轮模式(内存模式保持接通状态)。
选择第1手轮第1轴,正向(+)进给,则从开头程序段开始以手轮进给速度移动。
注意事项
手动速度指令
在多系统执行手动速度指令时,速度因手动速度指令类型而异。
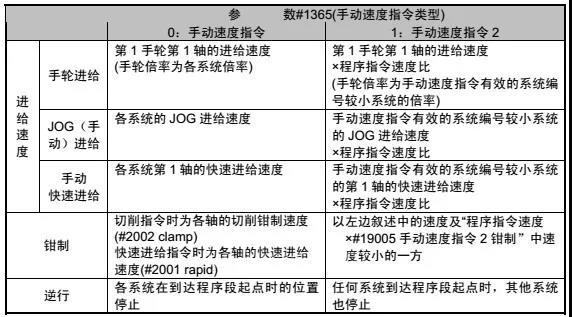
图 3
(转载)

