
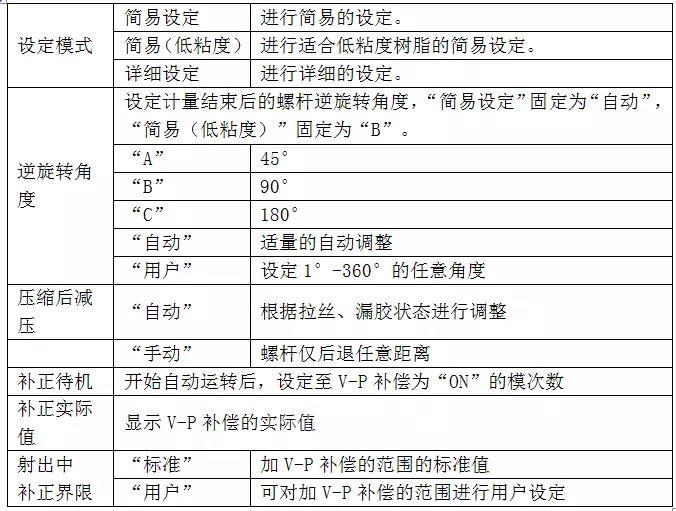
一、精密计量2(计量后减压)
精密计量2具有消除拉丝、漏胶、减少从螺杆内向螺杆前方的树脂流入导致计量树脂量的不均、促进射出开始时的料筒滑块锁闭动作的效果,通过减少计量结束时的前流跟射出开始时的逆流,能有效改善“最小缓冲”“峰值压”的变动性,从而使成型产品更加稳定。
1.1画面设定
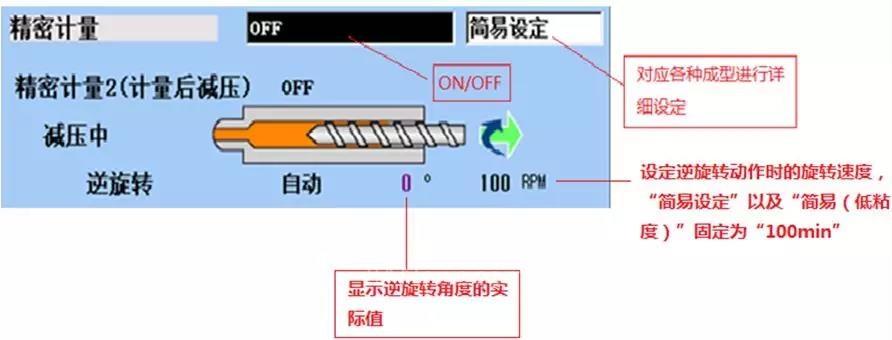
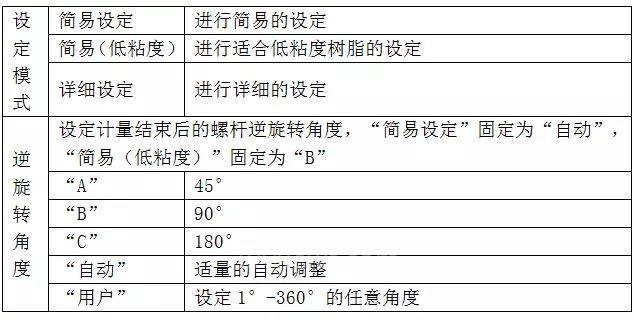
1.2功能详解
计量结束后立即使螺杆逆旋转,使螺杆槽内的树脂压力减压。减少溶胶从螺杆槽内流入螺杆前方,导致计量的溶胶量不均匀的现象。
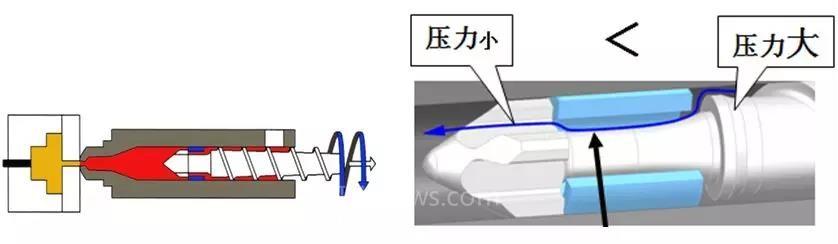
通常计量
在通常计量的情况下,直到射出开始,止逆阀前后端的有压力差,造成塑胶向喷嘴方向微小的漏出(前流); 造成产品不稳定。
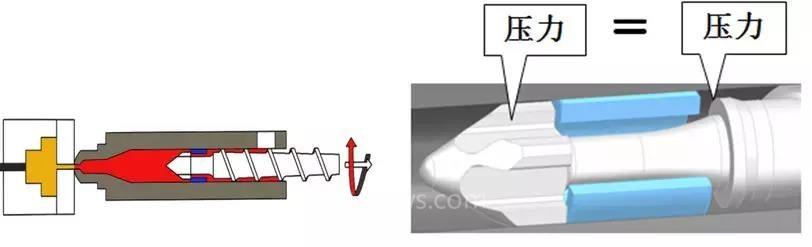
精密计量2
使用精密计量2后,逆流阀前后的压力差为零,前流停止。射出时的逆流阀的动作提前,逆流减少。
二、精密计量3 (射出前压缩)
2.1画面设定
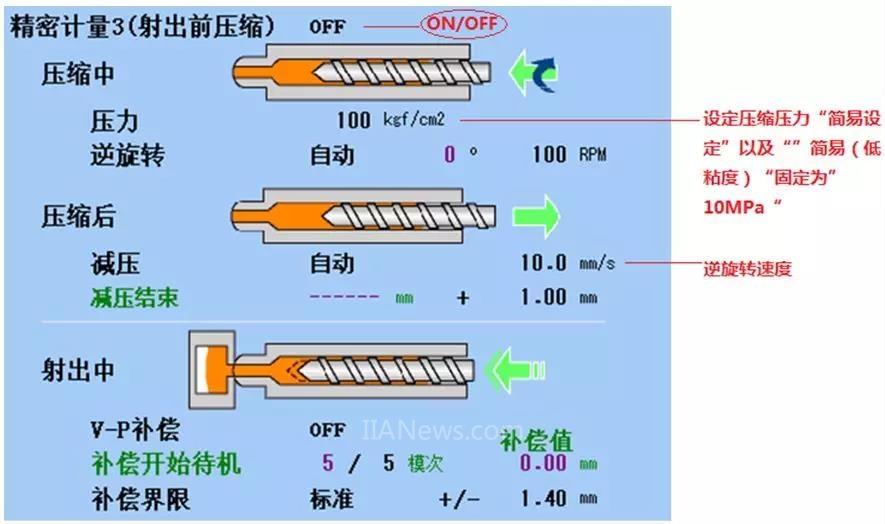
2.2功能详解
精密计量3动作过程如下图:
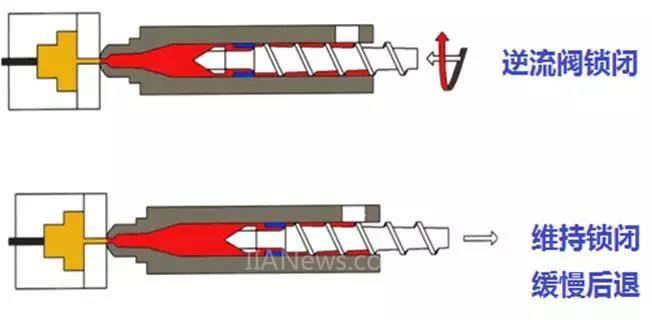
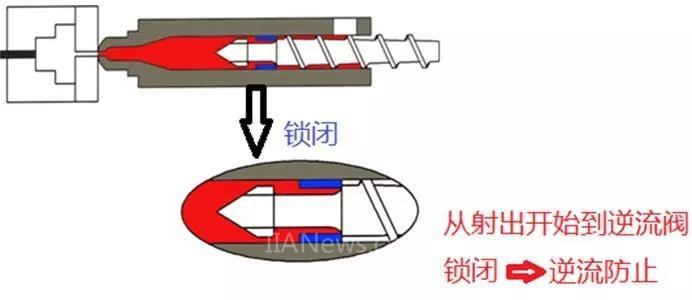
精密计量3通过计量结束后使螺杆前进/逆旋转,锁闭阀门滑块。为了实现射出刚开始时的逆流消失、填充体积的均一化,成型品重量稳定。由于填充体积与最小缓冲量的相关性强,因此可提高利用最小缓冲量监视对成型品好坏判别的精度,通过进行(切换位置)的自动补偿(V-P补偿),可谋求模次间的射出体积的均一化。
(转载)

