
APAX-5580整合逻辑、运动控制与NC数控,将复杂的插补运动效率从单轴0.8米/秒提高到2米/秒;支持CAD以G代码将图形直接转为CODESYS运动控制轨迹,并以MRAM断电储存确保设备稳定,大幅提升CNC设备开发与加工效率,弹性因应3C电子产品快速变动的需求并缩短生产周期。
专案背景
智能型手机等行动装置的普及带动钻孔加工的庞大需求,设备制造商无不摩拳擦掌准备抢占商机。此类透过上下左右移动刀具来完成钻孔作业的钻孔机能否获得市场青睐,主要取决于加工精度与速度。以往制造商以PLC或单片机执行逻辑与一般运动控制,直角或空间坐标系中的精准运动轨迹控制则交由数控系统解析计算机辅助设计(CAD)等软件的设计模型并计算加工指令。
然而,同时使用CAD建模解析与运动控制系统经常面临两套系统无法实时同步造成的效率低落问题,以汇编语言(Assembler Language)为主的编程方式也因过于繁琐且不支持数控程序常用的G代码而影响开发效率,加上单片机控制模式受限于硬件性能,较易出现刀头震动而影响加工质量的状况。因此,越来越多的制造商希望将数控功能整合到控制系统中,为了达到提升产线加工效率的目标,势必得更换成性能更好的控制平台与更具灵活弹性的编程环境。
研华以APAX-5580 PAC控制平台搭配自动化控制软件CODESYS的软硬整合解决方案可以顺利解决上述问题。这套高性能的控制平台,既可提供良好稳定性和优异处理效能,又能轻松实现复杂运动控制,让设备制造商可以有效改善机器性能,进而成功地拓展其钻孔机的市场版图。
系统需求
瑞士一家专门为精密模具与零件加工产业提供高速铣削加工中心机、钻孔电火花加工机等设备的机台供货商正准备对旗下产品进行功能升级。该公司决定选择其中一款为硬化钢与硬质合金部件进行钻孔加工的CNC钻孔机作为率先改善的目标,之后再陆续将改善成果导入其他机种。
这款经济型的经典产品原本锁定简单钻孔、低速加工应用,采单片机加步进马达作为控制核心,并以汇编语言来编写程序。但也让这台钻孔机一旦执行复杂的3D插补运动,刀头便容易产生振动而导致加工工件出现锯齿状,且单轴的加工速度最快也只能达到每分钟0.8米。因此,该设备制造商不论是硬件控制与软件编程都需要选用新的解决方案才能将这款经济型钻孔机改造成可高速加工又有高精准度的设备。
高速钻孔机使用的新方案必须符合的条件包括:以高性能的控制核心取代旧有的单片机控制模式,藉此确保复杂的插补运动能有较好的控制效果;符合IEC 61131-3标准并可支持G代码的软件开发环境;具备断电储存功能以保障数据的正确性;易于微调与整合的架构让开发者可以很方便地能将系统快速复制到其他工具机。
系统概述
针对此项目需求,研华以小体积嵌入式控制平台APAX-5580外加32G的mSATA固态硬盘及自动化控制软件CODESYS为控制核心。在APAX-5580上,开发人员可使用研华优化后的CODESYS功能块快速编程,让钻孔机在执行3D插补运动的同时也保证系统稳定与轨迹精准。此高性能的软硬整合解决方案可将钻孔机的单轴速度从每分钟0.8米提高至每分钟2米,藉此提升设备产能与价值。
藉由CODESYS CNC支持G代码功能,开发人员可将CAD/CAM中的图形以DXF或G代码方式直接汇入CODESYS转为运动控制轨迹,大幅缩短开发编程与产线切换前置时间,提升整体生产效率。此外,不同于汇编语言的编程环境,每次开发都得重新规划硬件与设计软件;研华APAX-5580搭配CODESYS的解决方案提供的是标准化的控制平台。当为不同机种进行开发时,开发人员只需以此系统为基础来更改部分软件或更换周边装置,即能快速导入控制核心,从而缩短了项目开发时间,也减少了资源浪费。
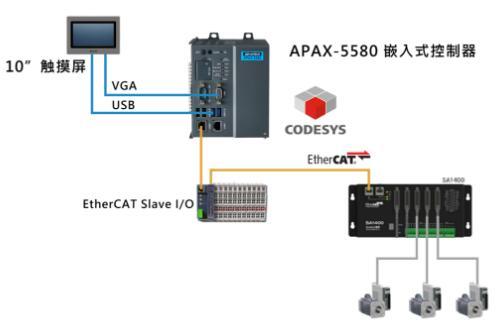
内建Intel Core i3/i7高阶处理器与WES7操作系统的APAX-5580是基于x86架构并具有高稳定性和处理效能的PAC控制平台。此款产品的超高处理性能可让系统的循环周期最高达到50微秒(μs),同时也将钻孔机的断电储存空间从64K的SDRAM升级为2M的MRAM,藉此提高设备的稳定性,此功能也可让系统定期检查供电情况,出现异常时即会立即储存相关数据,藉此防止突发性的断电而导致数据流失。透过支持EtherCAT通讯协议并提供USB 端口、VGA端口与网络端口等I/O接口,APAX-5580也可将机台状态数据连上触控屏幕做实时与远程显示。
专案导入

系统架构图
结论
随着行动装置市场对高速钻孔机的需求大增,设备制造商必须先解决旧机种的硬件性能不足与开发周期长的问题,才能在竞争激烈的市场中脱颖而出。研华的高性能软硬整合解决方案改善了原有钻孔机的硬件性能与软件编程环境,将高速钻孔机的单轴速度从每分钟0.8米提高至每分钟2米,大幅提升设备的加工效率与钻孔质量,开发人员也只需微调加工指令与部分软件功能,即可在不改动基本架构的情况下将方案套用到其他机型上。一举数得的结果让这家知名的瑞士厂商得以早日完成第一阶段的项目开发,并顺利地将研华方案移植至其他车、铣、刨、磨、钻、镗等工具机。
(转载)

