
按制浆造纸的工艺流程,造纸机械可以分为备料制浆设备、造纸机和整饰加工机械三大类。

备料设备是造纸原料在蒸煮或磨浆前,按蒸煮或磨浆工艺要求进行预处理和加工的设备,分为非木材纤维备料设备和木材纤维备料设备。前者有切草机、切苇机和甘蔗除髓机等,后者有剥皮机、削片机等。
制浆设备是将植物原料分离成纤维过程所用的设备。制浆方法可分为化学法、机械法和化学机械法,相应制浆设备包括蒸煮器、磨木机、热磨机、洗浆机、漂浆机、打浆机和废液回收设备等。
造纸机是使纸浆形成纸幅的分部联动的全套设备,包括流浆箱、网部、压榨部、烘干部、压光机、卷纸机,以及传动部等主机和汽、水、真空、润滑、热回收等辅助系统。
复卷机概念
复卷机是造纸机械中整饰加工类的一种设备,其用途是将造纸机生产出来的纸卷(称为原纸卷)进行依次复卷,纸张经过复卷后做成成品纸出厂。
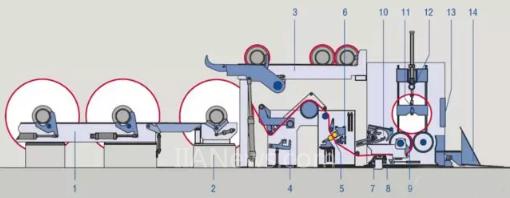
由卷纸机卷得的纸卷比较松软,内部可能会有破损或断头,两侧边缘不整齐,纸幅宽度等多不能直接使用于纸加工或印刷等机器,大部分纸种(如新闻纸、凸版印刷纸、包装纸等)必须经过复卷机切边、分切、接头、在纸卷芯上重卷形成一定规格、一定紧度要求的成品纸卷才能出厂。
复卷过程主要完成三个任务:
1. 切除原纸毛边;
2. 将整幅原纸分切成若干符合用户规格的幅宽;
3. 控制成品纸卷的卷径,使之符合出厂规格。
复卷机的工作原理是:纸幅通过引纸辊、导纸辊和复卷机纵切机构切成我们所需要的宽度,然后根据所需要的紧度和成品纸卷的直径大小而复卷成纸卷。复卷机的主要结构参数就是它能复卷的纸卷的宽度、复卷机能达到的最高车速、成品纸卷的质量、退纸辊的和卷纸的最大直径、切纸的方法。
复卷机主要结构
• 退纸部
• 纵切部
• 卷纸部
• 舒展装置
• 支承辊
• 卸卷器
• 传动机构
• 压力机构
• 压纸辊
• 液压(气压)悬称机构
MTS传感器使用的位置
1.分切系统:长行程、多磁环传感器
2. 压辊位置:长行程、多磁环传感器
3. 复卷直径测量:短行程、单磁环传感器
4. 纸卷位置移动测量
分切系统
在分切系统中,MTS多磁环传感器的磁环与刀片及刀座固定在一起,刀片与刀座均由电机来带动,MTS传感器将磁环位置即刀片和刀座的位置反馈给控制系统,从而实现自动排刀功能。
每个分切系统需要2根传感器,分别测量刀片和刀座的位置。

压纸辊
首先,在复卷机系统中,压纸辊对纸卷的紧度控制有重大影响。其中,压力调整机构起到了保持纸卷以及支承辊压区压力恒定的作用,主要目的是防止在刚开始工作时的纸卷打滑或复卷后期卷取太紧。
纸卷打滑是因为纸卷太轻,卷取太紧是由于到复卷后期压力太大,在现代复卷机系统中,压纸辊都是自动控制的,这样就可以对纸幅施加额外的作用力。
分切的每个纸卷均需要一个压辊,跟分切系统类似,MTS传感器多磁环传感器仅需1根传感器即可对所有压辊位置进行测量,以保证压辊位置的准确性。
纸张在分切前、后均需要压辊压住,因此每台设备需要2根长行程多磁环传感器。

复卷直径测量
纸张经过复卷后做成成品纸出厂,不仅对于纸卷宽度有要求,对于纸卷的直径也是有着严格要求的。因此在复卷的过程中需要传感器对复卷后的纸卷直径做实时测量。为保证复卷后纸卷的质量,对每个纸卷的两侧都会进行测量。

纸卷位置移动测量
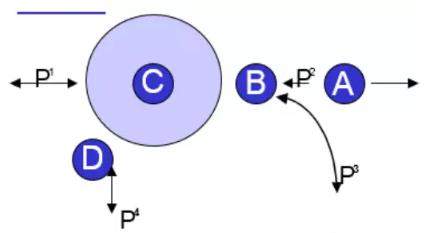
整个自动化系统由下面组成:
• 1个主卷(C)
• 2个压辊,保证纸张紧绕在主卷C上
• 控制轴:P1, P2, P3, P4 四个方向 (P3是圆弧运动)
当主卷C满料后就需要更换,这是压辊B和D就需要离开压紧位置,然后将主卷C移至卸货位置;然后将A卷移动至工作位置,压辊B和D重新回复至工作位置。

MTS传感器的优势
• 高精度
• 总线输出,接线更简单
• 单传感器,多位置测量
• 非接触测量,寿命长
• 机械安装简单
• 高性价比
(转载)

