
梅特勒-托利多(常州)精密仪器有限公司主要研发和制造各种电子衡器、实验室天平用传感器及称重模块。Block Nova是公司CNC团队为天平传感器内配的精密机加工力学部件,其精度与加工机床密切相关。
NOVA天平传感器对Block尺寸的精度及一致性要求非常高,不同机床加工的工件对最终传感器角差等性能调整影响很大。所以任何机床进行Block生产时必须得到验证,每只工件的钢印信息必须准确反映加工机床编号。这样才能在出现异常时,能够迅速查出原因并纠正生产中出现的偏差。
“这个产品数量比较大,生产机床多,而且是同时加工不同规格的产品,单靠分类和人工控制,无法保证100%准确。”天平传感器研发部主管工程师许峰指出。
据介绍,原先CNC团队采取将不同员工、不同规格、不同机床加工的产品分开放置,然后由加工员工自己修改打标机中两处对应的机床号设置,并集中打标来控制准确率。这个方法费时费力,而且不断发现操作中因员工只改了一处机床号设置或工件混放,而导致打标出错。由于多机床加工,打标序列号与对应机床号没有连续性,人工记录生产信息的准确率很难保证,更遑论可追溯性。
另外,产品加工完成后,表面非常光亮,采用普通相机,很可能会造成因反光而带来的识别不出或是识别错误。盲文的标记区域非常小,且由于各机床的差异、加工刻针的磨损,加工出的盲文可能会有较大差别。如果采用普通相机,可能也会引起读不出或是读出错误的信息。
“我们需要借助视觉识别的方法全面解决问题,同时还必须兼顾成本,并有可靠的防差错措施。”负责NOVA产品的工程师不无担心地说,“由于自动打标的效率高,如果出现错误,造成的损失可能会比人工打标还要大。”
近年,随着人工成本的不断上升,自动化替代人工的趋势越来越受到关注。2015年,CNC团队在车削中心自动上下料+成品打标方面做过两个比较详细的外包方案。虽然最终因投资回报率不理想而没有实施。但令人印象深刻的是,这两个方案都不约而同采用了康耐视视觉引导工件实现自动对位和识别,这是康耐视的技术第一次在CNC团队亮相。
2016年初,经公司自动化部推荐及大量调研,曾经帮助过贴片室解决弹性体数字及字母钢印识别的工作,并与公司产品跟踪系统Pegasus成功对接的无锡埃姆维工控公司(以下简称埃姆维)与CNC的项目开始了联手。
“我们联合埃姆维,发挥各自优势,以行业领先者康耐视的智能视觉及读码产品来组建自动化打标系统,解决了机加工零部件识别与追溯难题。”CNC制造主管秦工在公司质量交流会上介绍说,“同时为了达到低成本且防差错的目的,在质量&CNC运营经理金越的开放性思路引导下,项目组引入了盲文编码代表机床号的理念,达到了降低智能相机选型级别的低成本初衷。为防止现场相机镜头被污染后出现识别偏差,项目组还增加了系统防差错措施。”
现场实际运行证明,运用康耐视 In-Sight Explorer智能检测系统,在产品打标时定位、检查工件中的斑点、亮度+图案,充分利用其独有的优异容错性能以及灵活的参数设置,通过调整识别区域、分辨率、阈值等参数,圆满解决了因反光和盲文标记差别带来的影响,保证了读码的准确性。
配以DataMan 8000系列手持读码器强大的2DMax算法,埃姆维的工程师轻松地实现了DataMan 8500读码器和只有基础功能的IS7010相机与SIC打标机的集成,打标准确率达到了99.9%。而特制的系统防差错功能起到了至关重要的作用,如在光源亮度变暗而引起识别错误时,能有效及时阻止系统的继续工作。
整个设备工作流程如下:
1)在加工中心生产过程中,用刻针在合金铝工件的相同位置点上,与机床号对应的盲文编码(如工件识别方案图示),控制盲文斑点深度0.03~0.08mm(对应直径Φ0.06~Φ0.16mm);
2)将系统置于自动模式(滑动台面自动移至左侧相机下方),松开夹具,取下前工件,装上新工件,再夹紧夹具;
3)按打标按钮,相机在1s内读取工件上斑点(机床号盲文编码)及外形(图案+亮度双重验证工件规格)特征,台面移至打标位开始打标,结束后台面退回原位,等待下一循环;
4)每班首、末、抽检时用读码枪扫描二维码,在介面上可校对生产记录;对其它需要查找生产记录的工件同样可在8s内完成追溯。
系统还可自动备份上一周生产记录,也可按要求时间段调取如下信息的记录:

5)每天中班使用系统前,强制要求作开班检测,如下图在自动模式下,先后放入38号机床加工Nova-500g标准工件及49号、48号机床加工的Nova-5000g标准工件进行检测,全部通过后才能进入正常工作状态,防止因相机镜头受污染等干扰因素引起的系统批量识别错误。

这样,借助康耐视 In-Sight Explorer简洁易用的视觉处理功能和DataMan快速精确的读取率,公司CNC技术及管理团队与埃姆维协作,经过多轮方案改进,定制了属于自己的低成本视觉识别自动化打标系统,解决了多机床加工带来的机床号混淆、员工打标时选错设置、整理打标数据工作量大、产品追溯性差等问题,不但大大减轻了管理难度,而且因为实现了单件连续流,从而提升了生产线效率,还杜绝了客户的投诉,获得了三赢局面。
“采用In-Sight Explorer检测系统和IDMax读码技术将康耐视工业相机及读码器植入打标过程,如同为系统添加了一双敏锐的眼睛,携手解决了机加工零件识别及追溯难题。而在识别盲文的同时,我们也清晰地看到了零件表面纹理质量与刀具使用时间之间的关系。”CNC制造主管秦工最后评价说,“相信康耐视所积累的诸多量化数据,在解决一直困扰我们如何精确判断刀具寿命的问题上,将为我们带来意想不到的收获。”
1.盲文识别自动化打标系统

运用康耐视In-Sight工业相机识别工件固定位置上的不同特征,达到辨别工件的不同加工机床编号及工件的不同规格,配以SIC打标机、自动化软硬件,实现自动打标并生成报表。
运用DataMan读码器,扫描已打标工件上二维码,快速核查生产记录。
2.工件识别方案
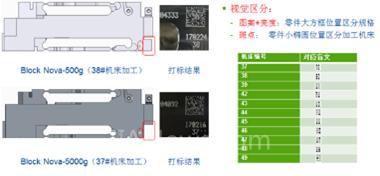
3.相机工作原理

图案-1+亮度-1辨别左边工件为NOVA-500g,右边工件为NOVA-5000g。
斑点-1~班点-6辨别左边工件为38号机床加工,右边工件为37号机床加工。
(转载)

