
博世软件 Bos6000 分段压力功能介绍
现如今汽车白车身的自动化生产中,车身材料使用高强钢、铝合金等材料的比例大幅上升,焊点强度不足、焊接飞溅过大以及电极帽粘连等问题也随之而来,对白车身焊接工艺提出了很大的挑战。作为世界中频焊接控制器的领导者,博世力士乐成功设计及应用了分段压力功能,开发和实验马鞍形焊接压力的焊接工艺方案对焊接虚焊、小焊核、过烧以及炸点等焊接缺陷都有明显的改善,还对铝合金焊接质量提高有特殊效果。
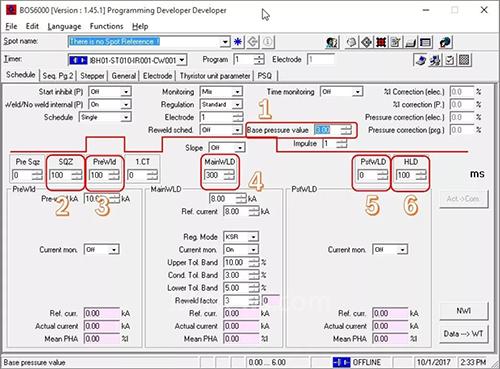
首先我们先讨论一下博世控制器的分段压力使用的一些要领:在程序界面完成诸如焊接压力、焊接电流及已焊接时间等工艺参数的设定,这里需要注意的是焊接时间是预压时间 SQZ、预热 Preweld、主焊接 MianWLD、后热 PstWLD、保持 HLD 和各段冷却时间的总和。
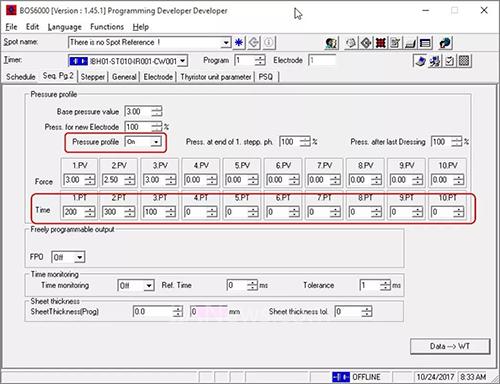
然后,我们选择打开程序2界面,激活分段压力“ Pressure Profile ”功能。博世焊接控制器一共为大家提供了10段自由编辑焊接压力和时间的功能选项,用户可以根据需求选择其中的几段或者全部使用。并且设置焊接时间的总和需要与程序1界面设置的相一致,如果超过焊点设定的焊接时间,控制器会在 HLD 保持时间结束后,停止输出压力信号。
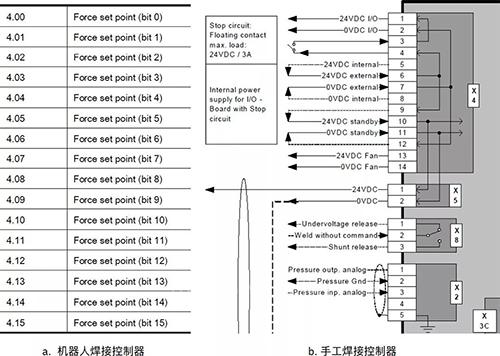
为了满足各大汽车厂商的生产需求,博世焊接控制器针对机器人焊接控制器和手工焊接控制器开发了不同的分段压力响应的机制:a. 针对机器人焊接控制器,我们通过现场总线(例如 Profinet 总线)将变压力信号输出到机器人控制伺服电机实现。b. 针对手工焊接控制器,我们通过硬接线模拟量信号(控制器主板上的 X2 端子)将变压力信号输出到比例阀控制气缸实现。
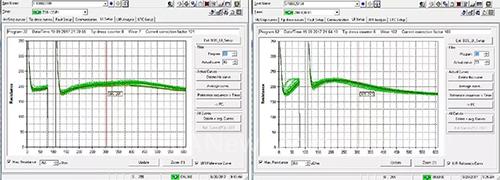
通过优化焊接参数,启用分段压力的焊接工艺,可以对比左边(无分段压力设置)和右边(有分段压力设置)动态电阻曲线,明显发现右图的焊点焊接质量(焊核)提高,整个焊接过程更加稳定,同时外部电极磨损也下降。
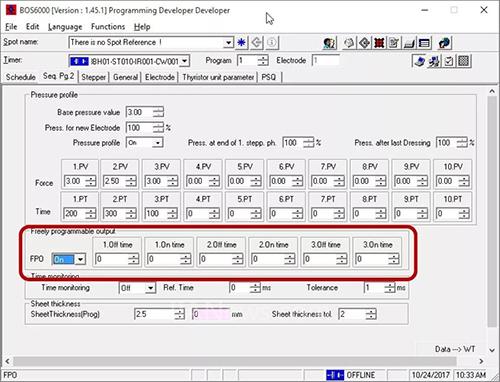
FPO 自由编程输出功能
在 Bos6000 软件程序2界面激活“ FPO 自由编程输出 ”功能,FPO 的输出信号可以用于控制各类外在附加设备。此信号可以为相关程序自由定义输出,从预压 SQZ 开始至保持 HLD 结束。可以在整个焊接工艺过程中,改变3次开关。与分段压力功能相同,如果设置的时间超过整个焊接过程的总时间。将在焊接保持时间结束后,自动重置 FPO 信号。
所以 , FPO 可以作为虚拟时间继电器来控制很多附加逻辑,真的简单而实用啊。
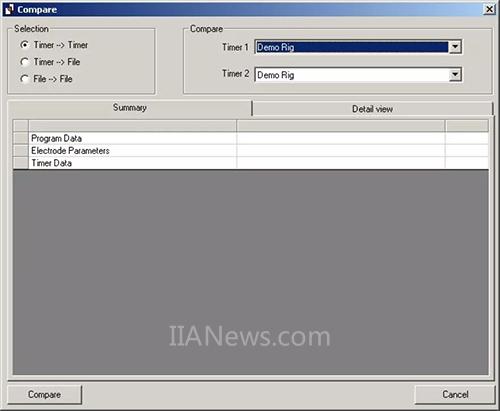
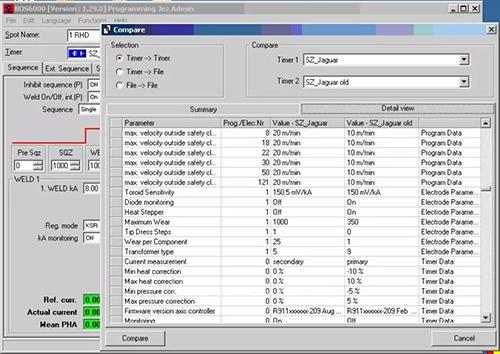
Bos6000 软件的比较功能
当我们需要进行控制器参数复制或把以前备份文件复制到新的控制器中,往往只会下载备份文件,却不判断这种备份复制是否正确,我们需要先使用 Bos6000 软件的比较功能来决定复制是否完全可行。
在 Bos6000 软件中打开比较 Compare 窗口,选择需要比较的对象,可以是控制器与控制器比较,控制器与备份文件比较,还支持备份文件和备份文件之间的比较,软件会自动列出两个比较对象的所有的不同清单,这样你就可以从容决定是否继续复制,不会担心张冠李戴的现象发生,这下可以放心大胆地克隆啦。
总结
学会以上几招博世焊接控制器的附加功能模块,就可以大大提高博世焊接控制器的应用层次,提高调试效率保证焊点质量,你——就是博世焊接控制器应用上的老司机!

博世力士乐,全球领先的传动与控制公司!
(转载)

