
对于安装了3+2轴回转工作台的机床,通过手动方式操作、手工编程,可使用工件测头对两个回转轴的中心进行检测。
本文以一台配置3+2轴转台的精雕机床为例,讲述工件测头主要以手动方式检测A、C轴精度检测的过程。
本例所应用工件测头为雷尼绍Primo™测量系统。除自动编程方式下实现与加工程序无缝衔接功能之外,该测头更可在手动MDI方式下轻松实现测量编程。操作者只需将测头手动方式移至被测特征处,编辑非常简单易学的程序,即可实现机床测头测量动作。

轴找正思路
1. A轴找正思路

图1 转台中心粗找正
如图1所示,先开启测头,用测头当寻边器,粗略地将回转台在0°时的X、Y轴中心找出,将此时的相对坐标系X、Y轴的值清零,在将A轴回转到+90°、-90°的角度位置时分别用测针测量转台的表面,可测量出转台表面在两侧时到A轴的距离L1、L2,则准确意义上的A轴Y向的中心位置应处于距离转台分别转到两侧90°时的表面为L1+L2/2的相对位置。要找到A轴的Z向位置,则可在转台转到0°角时,测量转台上表面,记下此时Z向的机械坐标值,再减去L1+L2/2后,该数据即为Z向A轴的位置,见图2。

图2 A轴找正示意图
2. C轴找正思路
如图3,C轴找正时,用测头分别在转台旋转一定角度后测量标准球中心位置,然后将3个位置点组成一个圆,该圆的圆心即为准确意义上的C轴回转中心位置,可利用三角形外接圆圆心坐标公式进行计算。
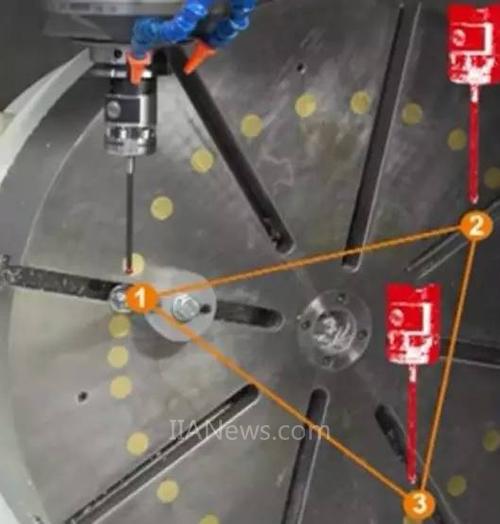
图3 C轴找正示意图
3. A、C轴找正操作与思路
A轴找正时,首先将工作台在手动方式下转动到+90°,检测A轴+90°时的工作台表面所处Y轴位置坐标,如图4,并记下检测触发时的Y、Z坐标值。

图4 检测A轴+90°时的工作台位置
然后将工作台在手动方式下转动到-90°,在相同的Z坐标位置检测A轴-90°时的工作台表面所处Y轴位置坐标,如图5所示,记录检测出的Y坐标值。
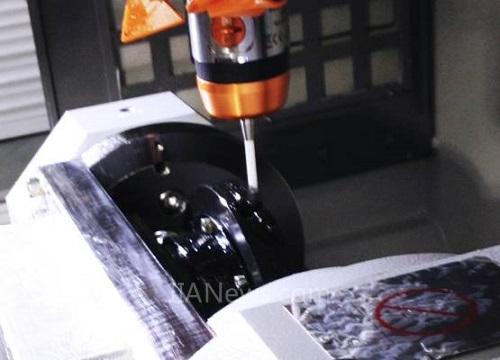
图5 检测A轴-90°时的工作台位置
最后将工作台在手动方式下转动到0°,在任意位置检测A轴0°时的工作台表面所处Z轴位置坐标,如图6所示,记录检测出的Z坐标值。
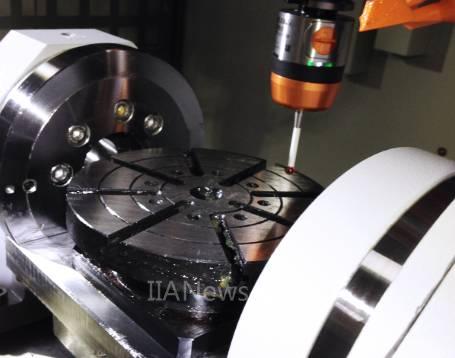
图6 检测A轴0°时的工作台位置
经过计算后可得出工作台在+90°、-90°时的中心坐标,再将测头移动到准确的A轴轴线位置后的机械坐标Y值记录到系统中,界面进入路径:“SYS”系统按键-A2位置-位置,界面详见图7。
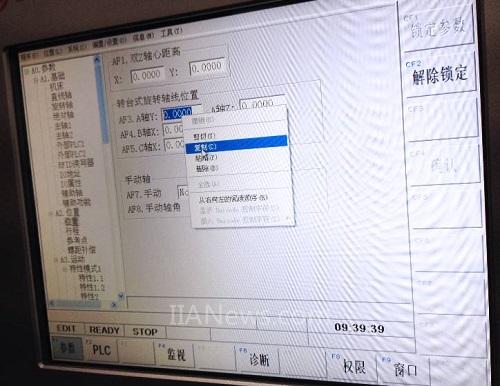
图7 写入精雕系统旋转轴线位置
C轴找正时,将标准球安装到工作台面的靠外的圆周线上,使用标准球转台校准宏程序对转台在C轴回转后的各个角度时的球心坐标进行测量,计算出C轴中心坐标后,将数据输入转台式旋转轴线位置界面,参考图8。
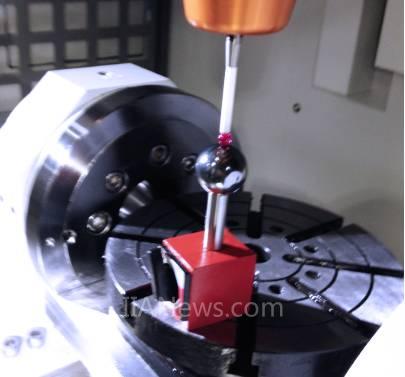
图8 检测标准球对C轴回转中心找正
(转载)

