
项目背景
目前包装机市场中,绝大多数是枕式包装机,大多都使用单片机,步进马达和变频器的组合。台达A2伺服驱动器用在枕式包装机的送膜切刀轴可以提高自动化程度,很好地达到枕式包装机的高精度、速度快、产能高的要求。对于往复式包装机则采用台达DVP10MC11T PLC +台达A2伺服驱动器的方案。DVP10MC11T是多功能控制器,其内部包含PLC模块和MC运动控制模块。MC控制模块主要通过CANopen总线,对伺服驱动器进行精密的控制,以完成用户期望的速度控制与位置控制等功能。10MC11T内部可构建虚轴及外部编码器虚主轴,配备高速浮点运算处理器,可胜任各种复杂运动控制任务。通过高速总线(CANopen)可控制高达16 实轴。对于往复式包装机比枕式包装机多有刀架轴,控制速度要求更快,精度要求很高,所以采用台达DVP10MC11T +台达 A2伺服驱动器能达到用户要求。
设备特点
■ 往复式包装机可以包装高产品
■ 采用台达DTE10T温控模组,温控更精确
■ 采用台达DVP10MC11T+台达A2伺服驱动器可以达到高精度控制,所以对包装膜要求低
■ 设备通过高速总线(CANopen)形成控制网络,控制高速可靠,配线简单方便
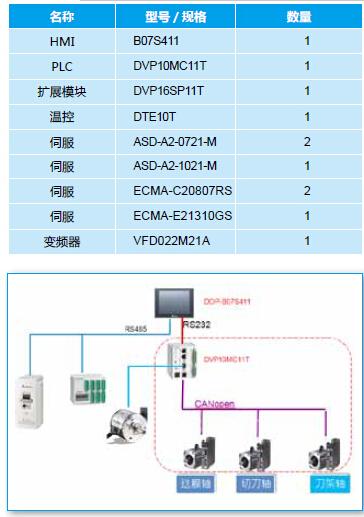
项目配置
项目总结
因为主轴变频器传动,因此需先通过编码器建立外部虚主轴。由于不好直接通过修正虚主轴的位置来影响从轴,所以建立的三个虚轴,从轴跟随虚轴跑凸轮与齿轮。在包装时,虚轴跟主轴建立齿轮关系,通过给虚轴做位置补偿,来实现对从轴的修正。
由于包装膜具有延伸性,所以对不同的张力极敏感,当张力过大,会延长包装膜的长度;当张力不足,包装膜输送时容易产生打滑,这两种现象都会造成预设比例关系无法与设定的裁切长度对齐,而造成裁剪不正确。10MC的高速抓取与命令追加功能,此功能可在膜变形或者输送打滑后,当无法对准设定的裁切点时,对系统进行补偿,让裁切位置很快回到设定的色标上。所以采用台达DVP10MC11T+台达A2伺服驱动器可以很好地达到往复式包装机的精度要求。
(转载)

