
引言:随着社会的快速发展,市场的竞争越来越激烈,各个生产企业都迫切地需要改进生产技术,提高生产效率。例如在需要进行材料分拣的企业,以往一直采用人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,慢慢的大多企业选择了自动分拣。针对上述问题,利用PLC 技术设计了一种成本低,效率高的材料自动分拣装置,在材料分拣过程中取得了较好的控制效果。
一、分拣装置要求
1、分拣过程
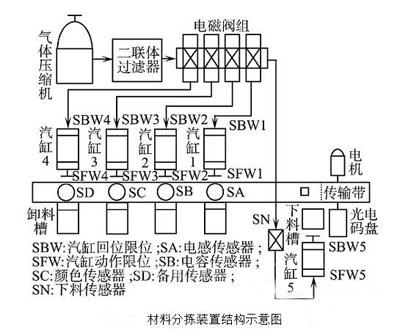
系统上电后,可编程序控制器首先控制启动输送带,下料传感器SN检测料槽有无物料,若无料,输送带运转一个周期后自动停止等待下料;当料槽有料时,下料传感器输出信号给 PLC,PLC 控制输送带继续运转,同时控制气动阀5进行下料,每次下料时间间隔可以进行调整。物料传感器 SA为电感传感器,当检测出物料为铁质物料时,反馈信号送 PLC,由 PLC 控制气动阀 1 动作选出该物料;物料传感器SB为电容传感器,当检测出物料为铝质物料时,反馈信号送 PLC, PLC控制气动阀 2 动作选出该物料;物料传感器 SC 为颜色传感器,当检测出物料的颜色为待检测颜色时,PLC 控制气动阀 3 动作选出该物料。物料传 感器SD为备用传感器。当系统设定为分拣某种颜色的金属或非金属物料时,由程序记忆各传感器的状态,完成分拣任务。
2、功能要求
(1)分拣出金属和非金属
(2)分拣某一颜色块
(3)分拣出金属中某一颜色块
(4)分拣出非金属中某一颜色块
(5)分拣出金属中某一颜色块和非金属中某一颜色块
3、控制要求
(1)系统送电后,光电编码器便可发生所需的脉冲
(2)电机运行,带动传输带传送物体向前运行
(3)有物料时,下料汽缸动作,将物料送出
(4)当电感传感器检测到铁物料时,推汽缸1 动作
(5)当电容传感器检测到铝物料时,推汽缸2 动作
(6)当颜色传感器检测到材料为某一颜色时,推汽缸3 动作
(7)其他物料被送到SD 位置时,推汽缸4 动作
(8)汽缸运行应有动作限位保护
(9)下料槽内无下料时,延时后自动停机
二、控制系统
1、PLC选型
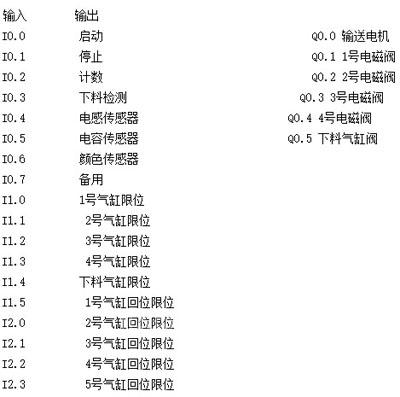
根据上述要求可知该系统需要18 个输入,6 个输出,通过预算和了解,该设计采用的是奥越信CPU224A+221-1BF22。
2、I/O分配表
三、总结
物料分拣采用可编程控制器PLC 进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率。而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料实物流、物料信息流的分配和管理。 其设计采用标准化、模块化的组装,具有系统布局灵活,维护、检修方便等特点,受场地原因影响不大。同时,只要根据不同的分拣对象,对本系统稍加修改即可实现要求。
(转载)

