
前言:
在现代工业自动化生产中,涉及到各种各样的检查、测量和零件识别应用,例如汽车零配件尺寸检查和自动装配的完整性检查,电子装配线的元件自动定位,饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别等。这类应用的共同特点是连续大批量生产、对外观质量的要求非常高。
检测的方式多种多样,在这里提倡是的利用视觉系统进行检测,与普通光电传感器相比,视觉传感器赋予机器设计者更大的灵活性。以往需要多个光电传感器的应用,现在可以用一个视觉传感器来检验多项特征。视觉传感器能够检验大得多的面积,并实现了更佳的目标位置和方向灵活性。这使视觉传感器在某些原先只有依靠光电传感器才能解决的应用中受到广泛欢迎。
本文将以包装行业较为常见的检测环节深入介绍视觉传感系统的功能,并以美国邦纳公司的视觉系统为例证明为什么视觉传感成为工业传感器市场中增长最快的领域。
◆ 视觉检测案例:检测奶粉罐内铝膜缝隙及小勺缺损
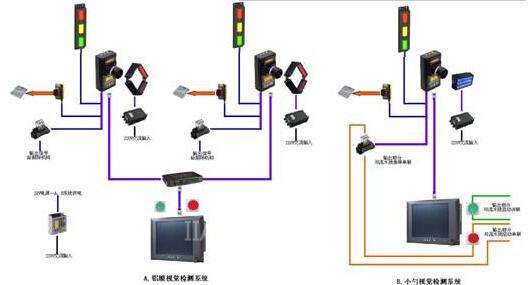
图一:检测系统结构图
包装行业中产品都需经过一道盒装检测,最终都需要进行盒装,图一是一家奶粉生产企业针对奶粉罐中小勺检测方案,该客户需要将整个检测系统可分为两个独立的检测系统:A.铝膜视觉检测系统—用于检测铝膜有无及铝膜是否密封,将检测结果直接传送给剔除机构;B.小勺视觉检测系统—用于检测奶粉罐内小勺有无,如果发现错误直接停止流水线转动。
项目实施过程中,客户的要求是极其严格的,项目需要达到下列的要求:
1. 检测系统需能检测出奶粉罐最小铝膜仅达到 2mmX50mm 的裂缝;
2. 当检测到不合格产品能通过指示灯报警,并且停止产线运行;
3. 视觉检测系统能够通过按钮控制启动产线运转;
4. 视觉系统能够切换检测程序,并能够显示在线检测画面及存储相应的检测信息;
针对以上客户的要求,采用美国邦纳的P4OMINI视觉相机系统分两部分进行检测:
第一部分:铝膜检测部分
检测系统通过两台30 万像素视觉相机分两路同时检测,用于检测铝膜有无及铝膜是否密封,两台相机与人机界面组成局域网络,硬件组成部分包括光电传感器、视觉相机、触发装置、光源、PLC/HMI一体机、工业智能指示灯、剔除装置等。当检测到错误的时候,每台相机分别输出次品信号给相应的剔除装置,从而错误产品剔除。
以下为视觉检测效果图:

图二:视觉系统检测铝膜
视觉系统配置:
视觉系统配置(两套相同配置):视觉相机采用Banner P4一体化智能相机,镜头采用4mm高能镜,光源采用四面可调高能红光,触发传感器采用Banner QS18 反射板式,信息系统采用Banner TL5工业智能指示灯,后台采用Banner SHP一体式控制器(PLC+HMI)系统,电源采用220VAC 电源输入—给光源供电、24VDC 电源给视觉系统及人机界面系统,另外可输出开关量信号提供给剔除机构,同时通过按钮可控制启动和停止流水线的功能。
第二部分:小勺检测部分
通过一台30 万像素视觉相机检测,通过以太网络直接连接到人机界面,并通过人机界面显示相关检测信息,如:检测画面、次品数量、合格品数量等等,当相机发现次品,输出信号给急停装置,将流水线停止。
以下为视觉检测效果图:

图三:视觉系统检小勺
硬件配置:
视觉相机采用Banner P4一体化智能相机,镜头采用4mm高能镜头,光源采用四面可调高能蓝光,触发传感器采用Banner QS18 反射板式,信息系统采用Banner TL50工业智能指示灯,后台采用Banner SHP一体式控制器(PLC+HMI)系统,电源采用220VAC 电源输入—给光源供电、24VDC 电源给视觉系统及人机界面系统。
第三部分:显示信号装置
通过视觉相机检测出非合格产品之后,视觉相机发送出信号,该客户采用了邦纳的TL50指示灯作为显示信号结果装置,TL50塔灯融合了高亮度、长寿命、通用型等多种与众不同的特点,外型漂亮且坚固。
奶粉罐通过了视觉检测之后,视觉系统的信号通过Banner TL50塔灯实现了快速响应;通过塔灯中不同颜色的闪烁频率和多种颜色的闪烁组合,传递不同的信息,如果是非合格奶粉罐,则TL50“次品”灯亮起,如果合格奶粉罐,TL50“合格”灯亮起。TL50塔灯的发光柔和、清晰不刺眼,而所需的功率仅为2W(传统塔灯的功率为15W),寿命高达10万小时的特点在奶粉罐检测中发挥显著功能。
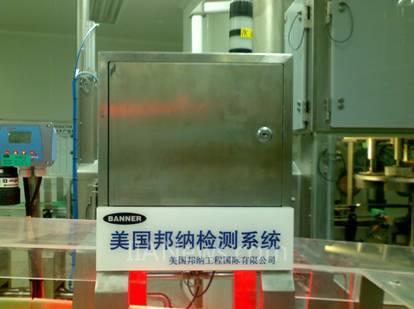
图四:实拍现场图Banner TL50(一)
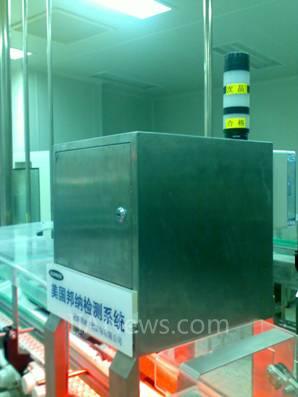
图五:实拍现场图Banner TL50(二)
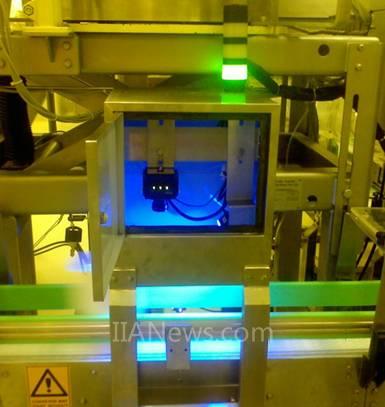
图六:实拍现场图(三)
[DividePage:NextPage]
第四部分:PLC/HMI及次品剔除后台装置
检测出非合格产品之后,后台PLC系统接收到信号,从而进行次品的剔除动作,该奶粉厂采用了Banner SHP一体式控制器装置,Banner SHP控制器是与传统的控制产品不同,新型的邦纳SHP控制器可以同时完成PLC和触摸屏的功能,集成I/O和网络接口人机界面,成本大大低于同性能PLC与人机界面组合。
当接到到视觉系统发出的非合格产品的信号之后,SHP控制器作出逻辑判断之后,启动剔除装置把次品从流水线剔除出来,并且在HMI触摸屏显示出信息。如图七,八,九该系统软件可同时显示2幅检测画面。图十是Banner QS18定位装置。

图七:SHP一体式控制器HMI触摸屏

图八:实拍现场图

图九:剔除次品装置

图十:Banner QS18定位装置
以上通过一个实际的牛奶粉盒检测案例了简述了在可用的检验备选方案中,即视觉系统、光电传感器、PLC/HMI系统,工业智能灯系统等多种自动化产品在检测方式的综合运用。
无论工厂自动化有何进步,许多检验仍用肉眼来完成。但是,在大多数应用中,视觉传感器的许多优势非手动检验流程所能及。视觉传感器能够以高得多的速度工作;以低得多的成本执行重复、多次、一致的检验。视觉传感器的低成本和易用性已吸引机器设计师和工艺工程师将其集成入各类曾经依赖人工、多个光电传感器,或根本不检验的应用。视觉传感器的工业应用包括检验、计量、测量、定向、瑕疵检测和分捡。以下以图片展示一些在包装应用行业其他范例:

◆ 在瓶装厂,校验瓶盖是否正确密封、装灌液位是否正确,以及在封盖之前没有异物掉入瓶中

◆ Banner iVu BCR视觉系统在印刷说明书生产线,确保在正确的位置打印出正确的包装条形码
[DividePage:NextPage]

◆Banner iVu 视觉相机在药品包装生产线,检验阿斯匹林药片盒中是否正确放置说明书

◆Banner iVu 视觉相机在食品饮料包装生产线,检验包装盒外日期是否正确打码

◆Banner iVu 视觉相机药粒泡罩检测,视觉系统检测所有泡罩内的药粒都是完好无损

◆Banner iVu 视觉相机在药剂瓶包装生产线上,检验药剂瓶瓶盖是否完好、瓶口是否破损及灌装液位测量
结束语:
以上综合介绍了几个在食品和药品生产中典型机器视觉检测应用,推广机器视觉检测,首先要使食药品包装企业更多的了解机器视觉。装在哪里、怎么安装、如何达到最好效果、能带来什么具体效益,这一切都需要不断地普及和宣传。印刷包装行业的从业者要提出自己的具体需求,学习和掌握机器视觉检测的概念和操作;机器视觉行业的从业者要了解印刷的工艺,生产流程,操作方式和质量标准,只有两者的紧密结合,才能有真正符合中国国情的自动化视觉检测系统,才能达到提高质量、提高效率、降低成本的目的。
尽管对复杂视觉系统的包装检测需求仍然存在,但是更廉价、更容易使用的视觉传感器的推出,为一些工业应用提供了性价比更佳的解决方案。此外,由于视觉传感器更小、更易使用,制造商会更频繁地在检验和校验应用中采用视觉解决方案。
作为世界范围内传感器知名品牌,邦纳公司了解客户的需求, 从单一的视觉检测到视觉系统集成,邦纳公司均可提供完整的视觉检测方案。“让视觉简单化”是邦纳公司一直倡导并不断追求的设计理念,因为我们深知无论什么产品最终都要服务于用户,所以如何让用户使用产品时感觉简单方便,容易上手这是我们在设计产品时要考虑的一个重要因素。视觉检测方案主要包括两个方面:硬件—相机,控制器,光源及支架;软件—控制系统,图形用户界面(GUI)和图像分析算法。邦纳为全世界食品及药品制造企业提供所有这些视觉检测成功的解决方案和技术支持。
(转载)

