
一、基本介绍
近年来,随着我国纺织工业技术装备的不断进步和各种工艺流程的日臻成熟,化纤工业也随之日新月异,步入了快速增长的轨道。目前,我国不仅是世界上最大的化纤消费市场, 也发展成为了全世界最大的化纤生产国。尤其是化纤长丝,已经成为目前世界上产、用量最大的纤维品种。
但是,化纤长丝生产的一些关键装备,仍然对进口设备有着非常大的依赖。尤其是长丝生产设备中的高速卷绕头,国内的高档装备中,七成以上的市场份额都被国外的生产商占据。不仅每年要耗费大量的外汇,而且进口设备普遍存在价格高、交货周期长、维修成本高、服务不及时等问题,这些问题长期以来一直困扰和制约着我国化纤长丝的良性发展。国内的纺织机械生产厂家也在积极研究生产卷绕头产品,但一些关键的控制技术,仍然都依赖进口。 众所周知,卷绕系统的技术核心和难点在于成品丝的成形技术,在这一领域,国内技术仍远落后于国外同行,这也是长期以来该设备的高端产品依赖于进口的根本原因之一。
本文主要从卷绕头的电气控制系统中的技术难点入手分析,采用台达的控制器件完成卷绕头的精密卷绕电气控制。
二、设备介绍
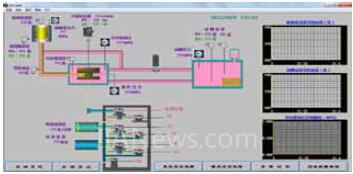
基本工艺介绍:熔融釜温度和油槽温度由台达DTC模块进行控制,温度达到后计量泵和循环泵开始旋转,对纺丝箱给予压力,化学纤维被挤压出来经变频电机带动的滑轮后,进入后续卷绕部分。
此化纤卷绕设备通过两种方式进行卷绕:
1、筒动丝不动方式
化学纤维进入卷绕部分后,1#伺服不动作,2#伺服进行定长旋转,对纤维进行卷绕;3#伺服通过丝杠带动2#伺服进行来回定长运动。当2#伺服卷绕到设定长度后,2#、3#伺服停止动作,6#伺服带动转盘旋转,把2#、3#伺服切换到不工作位置,同时把4#、5#伺服切换到工作位置进行继续卷绕。后续依此切换。
2、筒不动丝动
化学纤维进入卷绕部分后,1#伺服动作,带动变频电机来回定长运动,化学纤维丝会跟随变频电机的运动进行来回摆动;2#伺服进行定长旋转,对纤维进行卷绕;3#伺服不动作。当2#伺服卷绕到设定长度后,1#、2#伺服停止动作,6#伺服带动转盘旋转,把2#、3#伺服切换到不工作位置,同时把4#、5#伺服切换到工作位置进行继续卷绕。后续依此切换。
三、工艺难点
纱线卷绕过程可以视为两个运动的合成:纱线沿纱筒的切向运动及轴向运动。纱筒每回转一圈, 绕上一个螺旋形纱线圈。当纱线运动到纱筒端部 时, 向相反的轴向按另一个螺旋方向卷绕, 同时产生一个折回点。如此循环往复, 周期运转, 实现纱线连续卷绕。纱线从纱筒的一个端面卷绕到另一个端面后再回到该端面为一个卷绕周期, 一个卷绕周期形成一层纱线面( 含不同旋向的两个单面)。
卷绕过程具有较强的周期性, 容易出现相邻卷绕周期形成的纱线圈部分重叠或完全重叠, 并引发以下问题:
■ 增大纱线圈之间的间隙, 降低卷绕纱筒的卷绕密度,减少卷绕纱筒的容纱量;
■ 重叠的纱线圈经过一段时间后,将卷绕成绳状或带状,纱筒表面出现凹凸不平,引发卷绕振动;
■ 重叠纱线圈易相互嵌入,在退绕时加剧纱线之间的摩擦, 增加纱线张力, 引起断头及混纱。
目前, 国内外防止纱线重叠的方法主要有两类:一类是通过调控线锁的运动频率来防止纱线重叠,另一类是通过调控纱筒转速来防止纱线重叠。 两类方法均以预知叠纱点位置为前提,涉及复杂的信息采集、分析、处理及反馈执行过程, 不但会增加设备制造成本, 而且会降低运行可靠性。
研究发现,纱线重叠的形成与卷绕比密切相关,当卷绕比适宜时, 可防止纱线重叠,实现平稳的无重 叠卷绕, 获得致密、易退绕纱锭。
纱线卷绕属于等螺距周期性卷绕, 防止纱线重叠的关键在于控制纱筒端面折回点排布顺序, 调节相邻卷绕周期的纱线距离, 进而避免纱筒端面相同 旋向的纱线直接重叠。
卷绕比是指线锁运动一个卷绕周期,卷绕机机 头( 纱筒) 所转过的圈数, 是描述纱线卷绕过程中线 锁、纱筒运动的综合性参数,反映线锁带动纱线来回运动节拍与纱筒回转节拍相匹配性。调节卷绕比可以控制纱筒端面的折回点的排布顺序及折回点间的相对偏移位置,使相邻卷绕周期纱线以较大间距规律性错开排布。恰当的卷绕比,可以使相邻卷绕周期的纱线间距较大,处于纱筒同一径向位置的折回点经过较多个卷绕周期后再进行第二次卷绕,两次卷绕之间铺垫上其他折回点的多圈异向纱线,且经过多个卷绕周期出现纱线最小间距,进而避免纱线直接重叠。
四、电气控制原理
1、控制部分采用32EH2+10PM的控制方式
2、32EH2在此系统中的功能:
■ 负责简单的逻辑控制
■ 通过RS-485硬件接线方式和modbus协议对变频器进行频率设定
■ 通过RS-485硬件接线方式和modbus协议对DTC进行温度给定
■ 通过RS-232方式与上位机进行数据交换
3、10PM在此系统中的功能:
■ 韧体升级后的10PM能够驱动6台伺服进行工作,正好满足本系统6台伺服的需要。
■ 鉴于10PM运算速度快的特点,各轴之间速度匹配及运算均在10PM中进行。省去了两台PLC之间通过通讯传送数据的时间,成型效果更好。
五、项目控制系统构成

六、项目总结
纱线卷绕属于等螺距周期性卷绕, 防止纱线重叠的关键在于控制纱筒端面折回点排布顺序, 调节相邻卷绕周期的纱线距离, 进而避免纱筒端面相同旋向的纱线直接重叠。10PM 专用运动控制器拥有PLC 的编程灵活性,带载能力强,单台即可连接6台伺服;与台达伺服的快速响应性结合,可方便解决化纤卷绕相关要求,精度高稳定性好,并可灵活扩展。
(转载)

