
DMG MORI 出品的完整加工高精度小型工件的全新第 2 2 代 代 0 NTX 1000 机床再为铣车复合加工机床产品线续新品
一次装夹完整加工早已是生产技术领域中的热门技术。这正是 DMG MORI 合作开发全系列机床的优势所在,我们提供全面的产品线,也包括旋转对称件的加工:从“常规”的带动力刀的多轴车床到带 B 轴的尖端车铣复合加工中心以及可进行 5 轴加工(带副主轴)或甚至可进行 6 轴精加工的带附加刀塔的机床。DMG MORI 出品的全新第 2 代 NTX 1000 是高精度车铣复合加工小型工件的最新机床,它展示了两家合作伙伴在 CTX beta 800 TC 战略合作基础上形成互补的完整产品线。
“我们的第 2 代 NTX 1000 与 CTX beta 800 TC 为用户提供了车铣复合完整加工小型工件的多样化选择,而且在全球仅此一家!”吉特迈总经理 Harry Junger 表示这些机床近乎完美 – 任何的客户要求都能被它满足。然而:如果这两种机床的目标用户群和目标工件范围几乎相同,而且确需明确区分的话,Harry Junger(当然)胸有成竹地说道:“只要多轴机床配置了 B 轴,原则上说,可以加工任何复杂程度的相应大小的工件。然而,还要考虑:客户不要求 100%的加工可能性,而是更关注于加工技术的盈利能力!”在此背景下,全新第 2 代 NTX 1000 配车铣主轴和配第二刀架的下刀塔,这样的配置与 CTX beta 800 TC 完全不同,CTX beta 800 TC 只有车铣主轴,Harry Junger 强调说并马上补充道这两种机床都能升级成带(选配)副主轴的 6 面完整加工中心。
从市场战略方面看:由于 CTX beta 800 TC 具有 5 轴加工能力,它填补了传统万能车床以及盘类工件最高灵活性且高性能加工的空白,例如机械工程和流体或液压行业的零件加工。这方面的亮点是全新(获专利的)compactMASTER 车铣主轴,该主轴配 Capto C6 或 HSK A63 刀具接口,这些刀具接口是重型加工的基础,标配转速达 12,000 rpm 和最大扭矩达 120 Nm(尺寸仅 350 mm)。
另一方面,客户可能更喜欢用第 2 代 NTX 1000 加工棒料和进行小型(高度)复杂工件的大批量生产,例如工模具、医疗器械和航空航天、钟表制造以及电子行业的零件。Capto C5(HSK-A50)接口的车铣主轴以及高达 20,000 rpm 的转速是这类工件加工的最理想选择。此外,作为第二刀架的 BMT® 下刀塔采用直驱动力刀,因此可用大量高生产力的功能,例如 4 轴加工或主轴与副主轴同时加工。特别是由于双刀架同时加工缩短了加工时间,第 2 代 NXT 1000 是大批量生产应用的全能机型。这同样适用于第二刀架的其它应用。例如,配活顶尖的刀塔可在加工长形工件时支撑工件。
第 2 代 NTX 1000 与 CTX beta 800 TC 都采用 DMG MORI 全新风格设计,配ERGO line® 控制面板及 CELOS ® 系统,快速从构思到成品。数控系统方面,DMG MORI主要采用 Operate 4.5 版的 SIEMENS 840D solutionline 数控系统。第 2 代 NTX 1000 也可配 FANUC 31iB5。
第 2 代 NTX 1000 : 占地面积最小且选配最丰富的紧凑型车铣复合加工中心
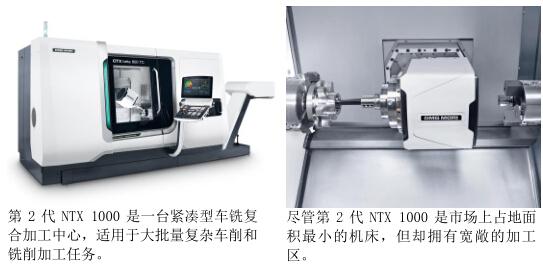
第 2 代 NTX 1000 是一台紧凑型车铣复合加工中心,适用于中等批量和大批量的复杂车削和铣削加工任务。尽管这款全新加工中心在同类机床中占地面积最小,但拥有超大的加工区。工件主轴端的最大车削直径达 430 mm,回转直径达 680 mm。车削长度达 800 mm 和刀具轴行程达 455 x ±105 x 800 mm(X 轴,Y 轴和 Z 轴)。Harry Junger 特别介绍了 Z 轴行程,Z 轴行程增加了 800 mm,进行偏心加工的 Y轴行程达 210 mm,这在“紧凑型车铣复合加工中心中具有决定性的竞争优势”。
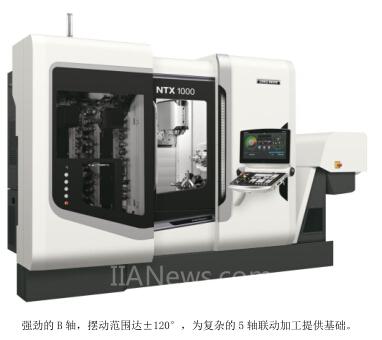
还有一个强劲 B 轴,摆动范围达±120°,这是进行复杂 5 轴联动加工的基础。标配带 Capto C5 或 HSK-A50 刀具接口的铣削主轴,转速高达 12,000 rpm(选配20,000),刀具由链式刀库提供。再加上(选配)的 10 位下刀塔及直驱动力刀(10,000 rpm),主轴与副主轴能进行 4 轴加工和高生产力的并行加工。
不仅结构紧凑和加工区宽敞,第 2 代 NTX 1000 还有许多其它设计亮点。包括我们的独家原创技术,例如 DDM® (直驱 B 轴)和 BMT ® (高端刀塔配特有的铣削性能强劲的直驱动力刀)。“新的改进还包括温度控制系统,避免温度影响加工精度”,Harry Junger 补充道。同样值得一提的还有滚珠丝杠驱动(包括螺母)的冷却与 B轴的车削和铣削主轴及 BMT®刀塔。
为满足客户的个性化配置要求,第 2 代 NTX 1000 提供不同配置等级的且齐全的高科技模块。这些模块范围广泛,从车铣主轴的卡盘到附加尾座/套筒组合版以及配副主轴及附加下刀塔的更高等级的配置。根据大批量生产的特点,第 2 代 NTX 1000 也可加工棒料,棒料规格可达 52 mm 或 65 mm(选配)。还包括多种自动化选配,例如龙门装件机或工件运送机器人。
Harry Junger 简要总结道:“选配的丰富使第 2 代 NTX 1000 成为大批量生产最高尺寸精度工件的最佳加工解决方案。” 这又推动了无可争辩的“同级中最佳”加工方案的发展,例如在医疗器械、航空航天、钟表制造和电子行业中的应用。
CTX beta 800 TC :配 compactMASTER® ® 超紧凑车铣主轴的车铣完整加工技术
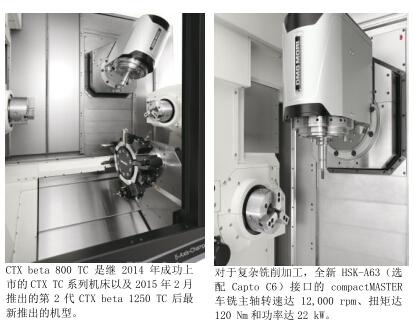
DMG MORI 成功的 CTX TC 系列机床再添新品—CTX beta 800 TC。它的自动换刀系统为最大 Ø 500 x 800 mm 工件的传统车削加工提供了最高灵活性。Harry Junger认为 CTX beta 800 TC 的亮点是车铣主轴:“Y 轴行程 200 mm 和全新的compactMASTER 超紧凑车铣主轴为用户开启了广阔的应用空间,从车铣完整加工到5 轴联动加工”。该主轴带松刀缸筒的紧凑型结构使该主轴的扭矩达 120 Nm,而长度只有 350 mm。与传统主轴相比,加工区增大 170 mm,而且扭矩增加 20%。B 轴还采用直驱技术,它能进行高动态性能的加工,摆动范围达±110°和快移速度达 70rpm。
对于复杂铣削加工及5 轴联动加工 , 全 新 HSK-A63 ( 选 配 Capto C6 )compactMASTER 车铣主轴转速达 12,000 rpm、扭矩达 120 Nm 和功率达 22 kW。还提供 20,000 rpm 的高速版选配。Harry Junger 介绍了不同的扩展选配:“我们的高科技模块组件允许客户根据他们的加工件特点个性化地配置机床。其中包括不同的刀库,多达 80 个刀位,而非标配的 24 刀位。
标配版机床配一个主轴,这是一个液冷的电主轴(ISM76),扭矩 380 Nm 和功率34 kW 或选配 ISM102,其扭矩 770 Nm 和功率 38 kW,并配数控尾座。该机床也能用副主轴取代尾座,进行 6 面完整加工。ISM52 PLUS 转速达 6000 rpm 和扭矩达170 Nm 的主轴正适用于该应用。卡盘最大直径达 400 mm,它与 ISM102 电主轴配合使用。“加工最大直径 200 mm 的长形工件时,我们推荐使用中心架”,Harry Junker 补充说。
高刚性的动柱结构来自较大型号的 CTX beta 1250 TC 机型,其品质已经历了长时间的考验。它的最高稳定性和最高精度的背后是动柱的全部轴都采用了直接测量系统。该机床结构还具有优异的人机友好性:CTX beta 800 TC 宽大的加工区具有优异的接近性能而且占地面积较小。机床正面到主轴中心的距离为 350 mm,是轻松装件和卸件操作的最理想条件。占地面积仅 8.5 m²或如果含排屑器也仅 10.7 m²。
全新 CTX beta 800 TC 的潜在用户和目标用户群很多。该机主要用于万能车床的传统用户,由于该机带换刀系统,因此非常灵活,80 位的刀塔不需要费时的装夹刀具。而且,由于有B 轴,只需要使用低成本的标准刀具就能进行倾斜加工。该机的Y 轴行程达±100 mm,这是该规格级别的万能车床中没有的配置。CTX beta 800 TC 还可选配 11 个独家特有的加工循环,因此应用范围更大。用这些循环编程非常简单,只需要 60%的编程时间。
高度灵活的机床的加工潜力从未穷尽,Harry Junger 说:“我们的客户用 CTX TC系列车铣复合加工中心制造非常复杂的工件。许多工件很难看出它们是用车床加工的。特别是 5 轴联动加工的自由曲面。”
第 2 代 NTX 1000 与 CTX beta 800 TC 的数控系统都采用 21.5" ERGO line® 控制面板及 CELOS® 系统,快速从构思到成品。

(转载)

