
钢厂连轧生产线的主要设备:加热炉、粗轧机、中轧机、精轧机、飞剪、矫直机 、卷取机和开卷机。如下图所示:
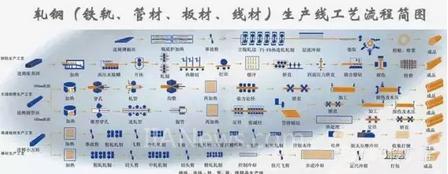
其中典型板带热连轧设备及其工位控制如下所示:

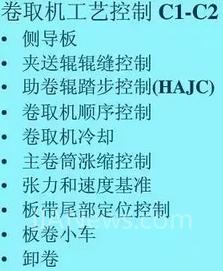
其中卷取机工位的控制工艺如下:
全液压卷取机的现场示例图片如下:

带张力卷筒的卷取机应用于可逆式或不可逆式冷轧钢板或带钢轧制线上。这种卷取机不但用于卷取(展开)轧件,同时还使轧件产生张力,这是为了使轧制过程保持稳定,使板卷卷得更紧,并使轧件在喂入轧辊和从轧辊中轧出时有正确的方向。在轧制过程中,一般需要保持有前张力和后张力。依靠这些张力,就可以降低轧制时作用在轧辊上的压力,并减少带钢翘曲现象,有利于提高带钢表面质量。
在单机座可逆冷轧机上,轧机前后都装有带张力卷筒的卷取机,它们交替地成为主动的或从动的;即一个卷取而另一个展开。在连续式或不可逆单机座的冷轧机上,仅在轧机后部装有卷取机,轧机前装有开卷机。
卷取机在卷取带钢过程中,钢卷直径在变化,这就引起卷取速度的不断变化。为了使卷取速度与轧制速度相适应,以及带钢轧制时保持张力恒定,要求卷取机的转速是可调的,调速范围应适应轧制速度变化和钢卷直径变化。为此需要采用MTS磁滞伸缩位移传感器检测钢卷直径微米级的变化量,从而实时动态调整卷取速度。
(转载)

