
一、工程概述
某水泥二期工程1200t/d水泥生产线为干法水泥生产线,采用新华TiSNet-P600 DCS控制系统。整套控制系统包括了从石灰石破碎、辅助原料进厂至熟料储存、发送出厂的过程控制,实现原材料破碎、原料输送、原料立磨、原料调配、煤磨、烧成窑头、窑尾及喂料、熟料输送、水泥磨、水泥成品等工段的各种用电设备的确顺序控制、参数的检测、回路自动控制等功能。
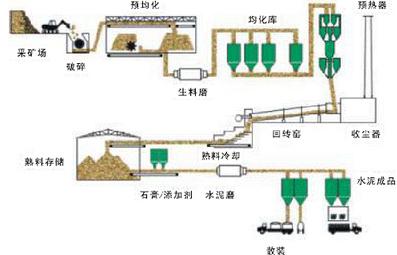
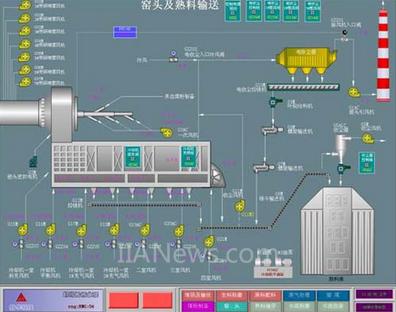
图一、水泥生产系统示意图
二、系统介绍
TiSNet-P600系统的新华控制器XCU、通信网络、现场I/O、HMI站、电源多层面冗余结构,确保在关键控制场合使用的可靠性。系统以其高可靠性的硬件设计、内嵌专业化的控制算法、开放式的结构和冗余的以太网通讯网络,构成一个面向整个生产过程的过程控制系统。更适用于中大型生产过程控制的工程项目。
TiSNet-P600系统运行OnXDC软件包,包括HMI人机接口站人机界面可视化图形组态软件和图形组态编程软件。OnXDC具有强大的图像生成、显示功能和方便、直观的组态方式。系统提供各种预定义的功能块,提供由用户可自定义新功能块的工具,功能块之间的连线与添加采用拖放方式,“画图及组态,所见即所得”,非常简单、直观。
图形组态编程软件具有丰富的算法,符合IEC61131-3标准的应用指令和控制算法的多种编程方式。提供SAMA图形式的逻辑图,用户直接以软件存盘或打印存档。
TiSNet-P600系统基于Web的网络操作功能,能通过网页浏览器查询和调用图像,浏览窗口显示实时信息和数据,实现文件和数据的远程传输。
TiSNet-P600系统的虚拟仿真技术,可在PC机上完成控制策略的组态与编程,并对控制策略进行全面真实的仿真。
三、主要控制功能
某水泥二期工程1200t/d水泥生产线的TiSNet-P600 DCS控制系统除具备完善的数据采集处理功能外,还具备了具备以下自动调节回路,根据生产需要进行自动/手动的控制:
● 生料质量控制回路
● 原料粉磨机负荷控制
● 原料粉磨入磨负压自动调节回路
● 煤磨磨机负荷控制回路
● 煤磨出口温度自动调节回路
● 五级旋风筒出口温度自动调节回路
● 入窑喂料量自动控制回路
● 窑尾生料秤重仓仓量自动控制回路
● 增湿塔出口温度自动调节回路
● 窑头罩负压自动调节回路
● 冷却风机风量自动调节回路
● 冷却机蓖下压力自动调节回路
● 窑头电收尘器入口温度自动调节回路
● 优化控制算法,实现水泥生产过程的优化操作和控制

图二、水泥生产过程示意图
[DividePage:NextPage]
某水泥二期工程1200t/d水泥生产线的TiSNet-P600 DCS控制系统根据实际情况配置了5个控制柜3台操作员站和1台工程师站。
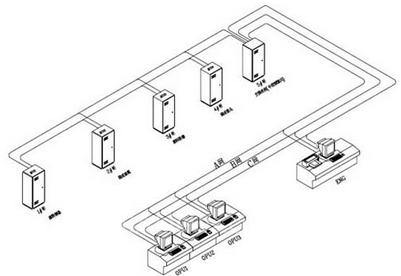
图三、某水泥二期工程1200t/d水泥生产线的TiSNet-P600网络图
生料质量控制:
通过入库生料取样系统,经光分析仪把生样的各种参数值送入P600系统,系统计算出生料率值,得到新的喂料比例。
原样粉磨负荷控制:
P600系统通过调节配料库底定量给料机给料量,控制立磨进出口压差,以控制原料粉磨喂料量。

图四、生料粉磨和输送控制画面
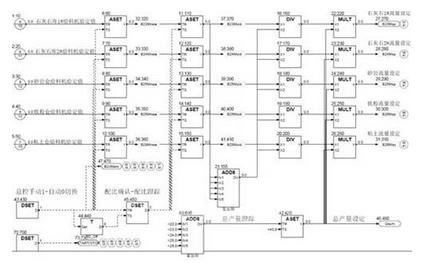
图五、配料控制组态
原料粉磨负压调节:
P600系统通过调节原料粉磨系统循环阀门开度,控制入口压力。保持立磨内适当的风速以及热风量与喂料量的适当比例。
煤磨负荷控制:
P600系统通过调节原煤仓圆盘喂料机变频机制,控制立磨进出口差压,以控制圆盘喂料,保证磨机安全经济运行
煤磨出口调节:
P600系统通过调节入磨冷风阀阀门开度,控制磨机出口温度,确保磨内温度稳定在要求的限制内。
五级旋风筒出口温度调节:
P600系统随着炉尾气体变化及物料量波动,增减喂煤保持新要求的稳定温度,减少入窑物料分解率的波动。
入窑喂料量控制:
P600系统通过比较实测喂料量与给定喂料量,用其差值来控制秤重仓下喂料电动流量阀门的开度。从而实现生料喂料量的稳定。
窑尾生料称重仓仓量控制:
P600系统利用窑尾生料称重仓仓重调节生料库库下卸料阀的开度,保证窑尾生料称重仓仓重维持在一恒定的水平。
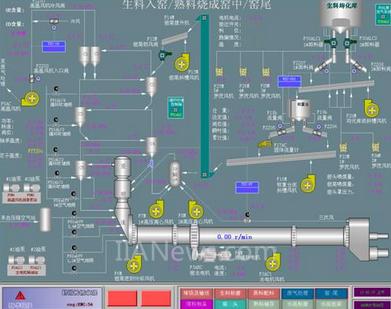
图六、窑尾控制画面
[DividePage:NextPage]
增湿塔出口温度调节:
P600 DCS根据增湿塔出口气体温度来调节喷水系统回水管道阀门的开度,保证电收尘器的收尘效率,并保证电收尘器极板不变形,同时兼顾本身沉积粉尘的含水量。
窑头罩负压调节:
P600 DCS通过冷却风机电收尘器排风机进口阀门的开度来调节窑头罩负压,保证窑炉用热风与冷却机余风间风量、风压的平衡合理分布。
冷却风机风量调节:
P600 DCS由各室冷风机入口流量调节各室冷风机入口阀门开度,使冷风机工作状况少受外来干扰。
冷风机蓖下压力调节:
DCS通过调节蓖板冲程次数来维持蓖下压力恒定。从而维持冷却机蓖板上均匀稳定的熟料料层厚度,使冷却机工作在最佳工况。
窑头电收尘器入口温度调节:
DCS窑头电收尘器入口气体温度来调节喷水系统回水管道法门开度,保证电收尘器的收尘效率,并保证电收尘器极板不变形,同时兼顾本身沉积粉尘的含水量。
图七、窑头控制画面
煤粉磨磨音控制:
磨音间接地反映了磨煤机的效率和消耗。磨音高,磨机内煤量不足,铁球消耗大对设备不利。磨音低,磨机内煤量过大,煤粉产量低。
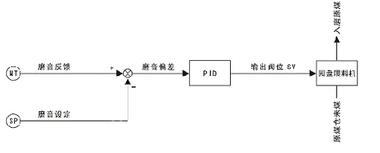
图八、煤粉磨磨音控制
[DividePage:NextPage]
根据磨音反馈的大小与设定值进行比较,由PID调节器输出控制量改变圆盘喂料机进料速度,从而达到磨音控制的目的。系统在任何情况下进行手动—自动切换而不产生扰动。
生料配比控制:
恰当的生料配比对于烧成后的熟料质量至关重要,过多或过少的辅料都会影响产品质量。过多的辅料提高了成本,过少辅料产生次品影响产量。
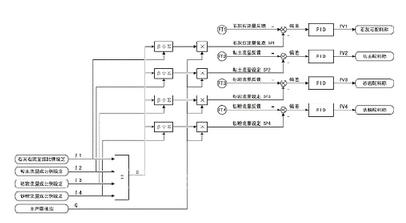
图九、生料配比控制
根据控制需要,分别设定好石灰石、砂岩、黏土和铁粉的配比,操作员只需给出产量,系统自动生成与之适应的分量,达到其控制要求。在任何情况下进行手动—自动切换而不产生扰动。
熟料配比控制:
熟料配比对于成品水泥的标号产生影响。过的的辅料,水泥标号过高成本提高。过低的辅料水泥标号不足,产品不合格。
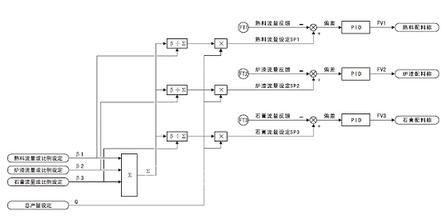
图十、熟料配比控制
控制原理与生料配比相同。根据需要,设定好熟料、炉渣和石膏配比,操作员只需给出产量要求,系统自动根据产量和配比进行控制,达到控制要求。在任何情况下进行手动—自动切换而不产生扰动。

图十一、水泥粉磨输送控制画面
其他优化控制算法:
实现水泥生产过程的优化操作和控制。
四、效果总结
整套系统成功如期的上线运作,新华TiSNet-P600 DCS系统自动化解决方案缩减了30%的编程时间,同时也带来了比不采用DCS系统快60%的反省时间,系统购置成本亦大幅降低。整套系统成功帮助XX水泥公司缩短了整个水泥的生产操作流程,同时提高控制系统稳定度,并降低了停机比率,此外,透过与其他系统的弹性整合,提供更加容易使用的功能。
(转载)

