
简述
随着市场的发展,不仅出口设备面临着诸多的安全认证,如欧盟的 CE 认证,美国的 UL 认证,CSA 认证等等,而且注塑机国标也已在 2010 年 4 正式实施,所以对注塑机安全要求越发的普及。
风险评估
在设计设备之前我们都要对机器进行风险评估,要从各个方面、各个部位,评估这台机器会带来什么样的危险,最终确定这台机器(或其中某一部分)的危险等级。根据欧洲机器安全标准 EN 954-1,危险等级分为 B,1,2,3,4 五个等级,危险等级依次增高,等级 4 为最高的危险等级。危险等级的划分和确定如图 1 所示:
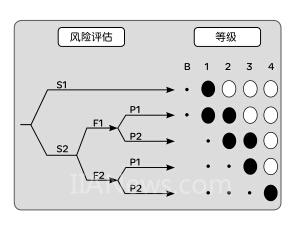
S_ 伤害的程度:
1= 轻伤
2= 重伤或死亡
F_ 面临危险的时间和频率:
1= 从无到经常发生
2= 从经常发生到持续发生
P_ 避免危险的可能性:
1= 在特定条件下可能
2= 几乎不可能
在完成一台机器(或其中某一部分)的风险评估、确定其危险等级后,就必须采取一系列的措施来降低风险。如机械结构上的设计改进、安全防护措施的增加、安全控制电路的使用等等。
等级 B 要求与安全功能有关的控制电路在设计、选择和组装过程中必须使用符合基本安全准则和有关标准的安全开关电器。安全控制电路要能够承受语气的运行强度, 能够承受运行过程中工作介质的影响和相关外部环境的影响。等级 B 是最基本的等级,其他等级都必须满足等级 B 的要求。
与等级 B 相比,等级 1 要求使用成熟的元器件,即在相似的应用领域有过广泛和成功的使用,或是根据可靠的安全标准制造的元器件,以及使用成熟的技术。
等级 B 和等级 1 的典型接线示例如下图:
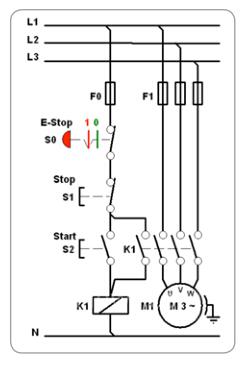
在等级 B 和等级 1 中,安全控制系统对故障的承受能力主要是通过采用适当的元器件来实现。如图所示,保险丝 F0 和急停按钮 S0 串联在主控回路中。若采用合理的保险丝和可靠的急停按钮,这个回路里的风险我们是可以接受的。但当安全控制电路中出现任何一个单一故障,如急停按钮触点焊死,都会导致安全功能的丢失。故这个控制回路的安全等级只能够是 B 级或 1 级。
在危险机械的设计中,等级 B 和等级 1 很少使用。通常最常使用的是等级 2,3,4。这些安全等级的具体描述如下:
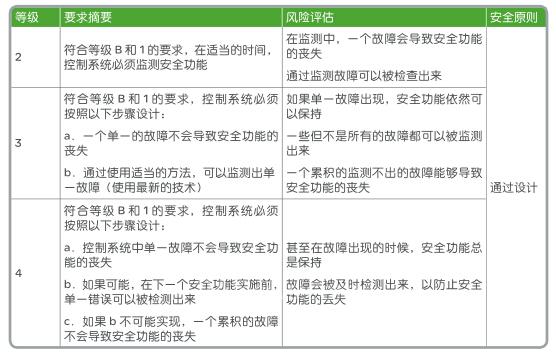
我们可以把一个简单的控制电路分成信号输入部分 (如急停按钮、 限位开关、 光栅) 、 控制部分 (如继电器、PLC)和输出部分(如控制电机用交流接触器)。根据 EN 954-1 中安全等级的描述,若要达到安全等级 2 级及其以上,控制部分必须使用安全的元器件,如安全继电器、安全 PLC 等。在所使用的安全继电器达到要求的安全等级的基础上,我们通常可以通过信号输入部分的接线来判断等级 2、3、4。我们现在以急停按钮为例,分析这三个安全等级的应用接线。
给出方案
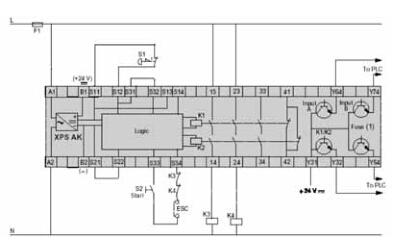
若是使用单通道信号输入,进入安全继电器,那么这个控制电路的安全等级是在2级, 如图4所示。
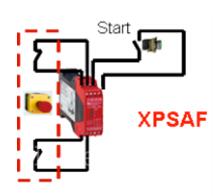
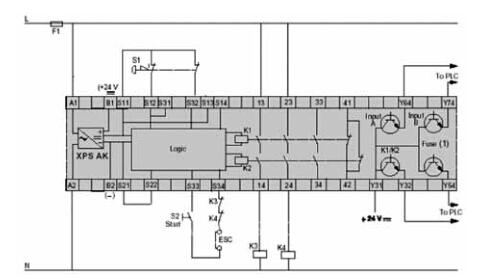
若使用双通道信号输入,进入安全继电器,同时不可检测两个输入触点间的短路。那么这个控制回路的安全等级是在 3 级,如图 5 所示。

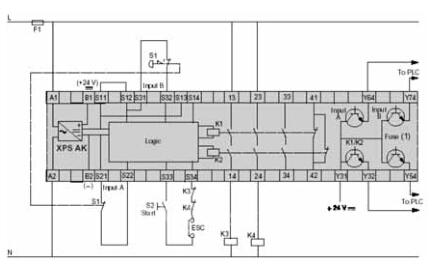
若使用双通道信号输入,进入安全继电器,同时可检测两个输入触点间的短路。那么这个控制回路的安全等级是在 4 级,如图 6 所示。
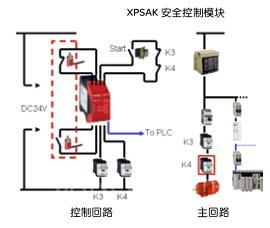
施耐德电气安全产品

总结
施耐德电气四个系列安全类产品完全能够满足设备安全要求,具体的每个系列产品不再具体阐述,如有设备有安全方面的要求,或有客户需要这方面的解决方案,你可以结合上述的说明,可以找到你需要的答案。
(转载)

