
引言
冷轧机是在“再结晶”温度(包括常温)下将一定厚度的钢板轧成目标厚度的设备。传统的冷轧机都是用力矩电机和直流电机来控制产品的收卷和放卷。众所周知,由于结构上的原因,直流电动机存在以下缺点:(1)需要定期更换电刷和换向器,维护保养困难,寿命较短;(2)结构复杂,难以制造出大容量、高转速和高电压的直流电动机。随着电力电子技术、控制技术的发展以及高性能矢量变频器的出现,变频器在冷轧机上的应用日益广泛。

可逆冷轧机的工艺流程
可逆冷轧机主要由以下几个部分构成:主驱动电机、放卷电机、收卷电机构成。轧机的工作过程为:主驱动电机牵引带钢从棍缝中穿过,通过下压电机或液压系统对棍系产生压力,从而使带钢产生形变,使出口的带钢变薄,左右收放卷电机产生足够的延伸应力(张力)以绷紧钢带。系统启动后,收放卷电机以设定的张力在主驱动电机的带动下运动,为了不使钢带“松弛”、“拉断””损伤”,必须确保系统中每一点钢带的线速度(秒流量)都相等,即张力恒定。钢带每次放完收满以后,通过外部开关实现收、放卷切换。即:放卷切换成收卷,收卷切换成放卷,如此循环直至钢带轧成目标厚度。
控制原理
揭阳某轧钢厂主驱动电机315kW配BD551-315G变频器,收/放卷电机155kW配BD551-160G变频器+PG卡+编码器,主驱动变频器采用开环矢量控制,通过外接电位器来调速。收/放卷变频器采用闭环矢量控制,工作于转矩控制模式,采用线速度法测量卷径,线速度源采集于主驱动变频器的模拟量输出。
收放卷过程分析:
◆ 放卷过程:电机的转矩方向和转速方向相反,电机工作于电动发电状态
◆ 收卷过程:电机的转矩方向和转速方向相同,电机工作于电动发电状态
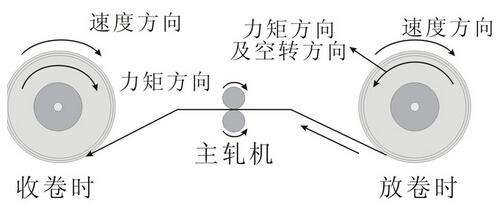
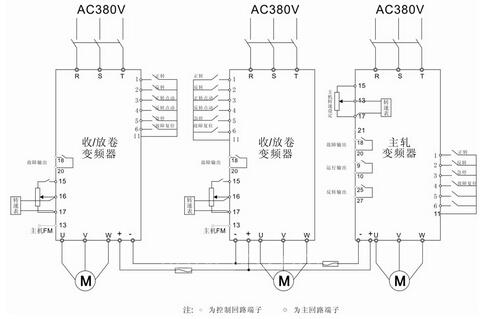
放卷电机被收卷电机拖动处于发电状态,工作过程中很容易跳“过压”故障,而收放卷电机的功率恰好完全相等,这样共直流母线就成了一种理想的解决方案。系统电气控制图如下:
轧钢机主接线图
[DividePage:NextPage]
调试要点及变频器参数设置
调试要点
◆ 三台变频器均工作于矢量控制模式,必须输入正确的电机名牌参数进行自学习
◆ 确保编码器安装与电机同轴,编码器应采用屏蔽线,屏蔽线在电机侧单端接地,PG卡的接线形式应与编码器的输出方式对应
◆ 为了防止系统在加减速过程中“过绷”和“松带”,需要设置合适的转动惯量补偿系数
◆ 三台变频器的启动/停止、正转/反转都是联动的。点动信号是彼此独立的,以方便上、下料
◆ 系统启动以后,首先调节收卷和放卷张力给定电位器,设定合适的张力绷紧钢带(零速建张),然后调节主机频率给定电位器,使主机速度上升,收放卷电机会自动跟随主驱动电机一起升速。停机时:应首先把主机速度降到较低的速度,然后再停止,以减少惯性对系统的冲击

参数设置及整机调试
操作步骤:
◆ 安装编码器,并按说明将编码器信号线与PG卡连接
◆ 按照主接线图接好外控线
◆ 上电设置参数
◆ 自学习(自学习时必须正确输入电机参数及PG脉冲数)
◆ 按现场需要调整电机转向(调整转向必须先调换电机线再修改F1-05编码器转向)
[DividePage:NextPage]
基本参数设置:
A1-01---------------------------4
A1-02---------------------------3(采用带PG矢量控制)
B2-04---------------------------10.00(制动时间)
C1-02---------------------------4.00(减速时间)
C1-09---------------------------4.00(急停时间)
C6-01---------------------------3.00(载波频率:按功率设置]
D5-01---------------------------1(选择力矩控制)
D5-05-------------------------------------------8.0(速度极限偏置)
H1-01---------------------------12(正转点动)
H1-02---------------------------13(反转点动)
H1-03---------------------------15(紧急停止)
H1-04--------------------------------14(故障复位)
H3-05---------------------------13(力矩指令)
保护参数设置:
F1-02----------------------------2(选择非常停机)
F1-03------------------------------------2
F1-04------------------------------------2
F1-05------------------------------------PG方向
L3-04------------------------------------2
L7-01----------------------------(正转力矩限制,初始设置为60%)
L7-02----------------------------(反转力矩限制,初始设置为60%)
L7-03-----------------------------------60
L7-03-----------------------------------60
主机参数设置:
A1-01---------------------------4
A1-02---------------------------2
b1-03---------------------------3停机方式
B2-04---------------------------10.00(制动时间)
C1-01---------------------------15.00(加速时间)
C1-02---------------------------15.00(减速时间)
C1-09---------------------------4.00(急停时间)
C6-01---------------------------3.00(载波频率:按功率设置)
H1-01---------------------------15(正转点动)
H1-02---------------------------14(反转点动)
(转载)

