
工艺概要
本生产线中工件信息的传输系统由上件工位的人机界面、上件区的读写站、底漆喷漆室前的读写站、色漆喷漆室前的读写站、清漆喷漆室前的读写站、每个小车上的射频载码体、中央控制柜主PLC、工件输送机上若干有关的接近开关等组成。上件时,在上件工位专设的人机界面上手工输入(还可考入或导入)由所上工件的种类代码、底漆和底漆固化剂代码、色漆代码、清漆和清漆固化剂代码等组成的代码链,人机界面将此代码链传入上件工位的读写器中,同时并将此代码链传送给中控柜主PLC。上件工位的读写器在收到人机界面传来的代码链后立即将此代码链的全部信息及读写器本身的站位信息传给正在通过它面前的工件小车上的中控柜中主PLC的功能之一就是通过PROFIBUS完成主PLC到机器人的作业程序号(工件种类代码)和颜色信息(油漆代码号)的输送。中控柜主PLC通过PROFIBUS-DP发给机器人控制柜的信号,从而实现:
A、通过以太网网络实现中央控制器与中控柜主载码体,即所谓“写入”载码体。载着工件的小车经过喷淋清洗前处理,自动吹水、手工吹水、脱水烘烤等工序后(在这些工序中载码体上的信息不会增减,亦不会畸变),经过火焰处理室前的读写器时,此读写器立即读出载码体上的代码链信息并传送给主PLC(含此读写器的站位代码),当小车运行到底漆喷漆室前的读写器时,此读写器立即读出小车载码体上的代码链信息并报主PLC,主PLC核对无误后就将工件种类和油漆的信息传给机器人PLC,机器人PLC将信息整理后再传给底漆机器人控制柜,底漆机器人就根据机器人PLC传来的工件种类和油漆信息对工件实施底漆喷涂作业。色漆喷涂与清漆喷涂亦与此类似。PLC进行通讯,3台机器人设备协调工作,在中控室中可以通过触摸屏进行整个生产线的操控,实现高危环境无人化操作。
B、采用主流的PROFIBUS-DP现场总线,为主PLC到机器人提供稳定、可靠高速度的控制方案,保证数据的采集控制。
控制系统方案
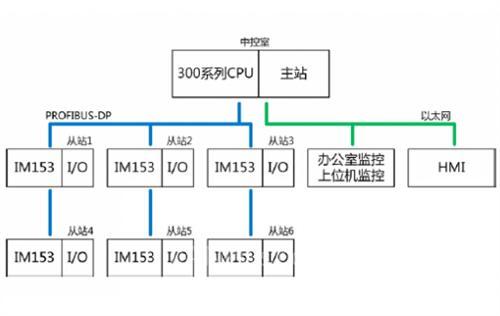
根据系统的要求,选择欧辰自动化系列有限公司的300系列PLC产品,315-2DP系列CPU,此系列CPU支持PROFIBUS-DP现场总线,通过欧辰以太网转换器实现以太网通讯,其通讯速率最高可达12MBaud。传输距离根据不同的波特率最长可达1000m。利用IM153远程I/O从站,支持数字量及模拟量的信号采集。
实行效果
中控柜中主PLC的功能之一就是通过PROFIBUS完成主PLC到机器人的作业程序号(工件种类代码)和颜色信息(油漆代码号)的输送。中控柜主PLC通过PROFIBUS-DP发给机器人控制柜的信号,从而实现:A、通过以太网网络实现中央控制器与中控柜主根据系统的要求,选择欧辰自动化系列有限公司的300系列PLC产品,315-2DP系列CPU,此系列CPU支持PROFIBUS-DP现场总线,通过欧辰以太网转换器实现以太网通讯,SOFTLINK CPU在机器人喷涂线中满足了分布式、高可靠性、高稳定性、易操作性,满足了现代工厂智能化、无人化、绿色环保的要求。此方案成功实施给喷涂线带来了高性价比的新思维,在后续多次项目投标竞争中成为我司一大利器,为公司的高速发展带来了新的活力。
(转载)

