
一、激光切割概述
激光束通过聚焦成直径很小的光斑,焦点处能量极高,高能量使被切割材料在极短的时间内加热到汽化温度,蒸发形成断裂,随着光斑与被切割材料的相对运动,形成切缝。激光切割应用范围广,除了高反射率材料,如金、银、铜和铝合金之外,绝大多数有机与无机物都可以用激光切割。激光切割由于速度快、切缝小、切边受热影响小,所以被切割材料极少变形。由于激光切割拥有无毛刺、皱折、精度高、无需接触等特点,与传统的等离子切割、刀具切割、火焰切割相比更具优越性,因此深受相关行业的青睐,并广泛应用于服装、电子、皮革、工艺品等制造行业。
二、激光切割系统介绍
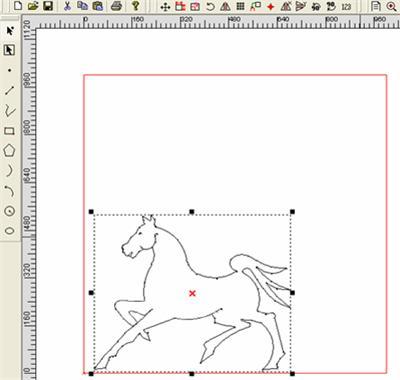
众为兴激光切割系统操作简单,界面简洁,所见即所得。具有教导编辑功能、数据导入功能、手动绘图、图形再编辑、仿真功能、归零功能、暂停功能、IO诊断功能、手动调试功能等。教导编辑功能可以手动教导各种轨迹、圆、椭圆、矩形等,将需要切割的轨迹教导成数据;导入功能可以导入Mastercam等绘图工具生成G代码,或者导入AutoCAD等软件生成的DXF文件,或者CorelDraw等软件生成的PLT文件作为切割轨迹加工的原始数据;仿真功能可以在正式切割之前模拟加工,可提前发现加工中将出现的错误;IO诊断和手动功能,在调试机器和检测机器故障的过程中尤为重要;图形再编辑,可以对切割图形进行矩阵阵列、任意角度旋转、平移、镜像、复制、排列等操作、使切割轨迹更优化。
图形编辑界面如下:
三、运动控制卡部分功能介绍
·32位PCI总线,即插即用;
·4轴伺服/步进电机控制,每轴可独立控制,互不影响;
·脉冲输出的频率误差小于0.1%;
·最大脉冲输出频率为4MHz,支持单脉冲(脉冲+方向)和双脉冲(脉冲+脉冲)方式控制方式;
·4轴均有位置反馈输入,32位计数,最大计数范围 -2,147,483,648~+2,147,483,647;
·直线或S曲线加/减速,非对称直线加/减速;
·任意2-3轴直线插补,任意2轴圆弧插补;
·可用连续插补功能,最大驱动速度2MHz;
·每轴都有2 个32位比较寄存器,用于逻辑位置计数器或者实际位置计数器的位置大小比较,可用于软件限位;
·可接收伺服马达驱动器的各种信号,如编码器Z相信号、到位信号、报警信号等;
·运动中可实时改变速度和目标位置;
·运动中可以实时读出逻辑位置、实际位置、驱动速度、加速度、驱动状态;
·位置计数器具有可变环形功能,逻辑位置计数器及实位数器是32位长的上/下环形计数器;
·每轴有8入8出数字I/O,除2限位信号外均可作为通用I/O使用,数字输出可用于伺服开启,伺服报警复位等信号;
·每一个输入信号的输入端都装备积分型的滤波器,可以设定哪一个输入信号的滤波器功能变为有效或无效,滤波器的时间常数从8个种类里可以选择1个。
该款运动控制卡,有一个比较实用的功能——“连续插补”。连续插补功能是指:当上一条运动指令未完全执行完的情况下,允许放入下一条插补指令,这样循环执行可以保证插补轨迹的连续性,使切割出的产品边缘更平滑。多种速度曲线也能使机器运动更流畅平滑。
四、结束语
ADT-8948A1运动控制卡不仅可以用于激光切割行业,其它很多行业都可以应用。在工业PC机+运动控制卡+控制单元(伺服+电机)的运动控制方案中,运动控制卡作为运动控制系统的核心部件,他是运动控制系统中不可或缺的一部分。ADT-8948A1作为一款高性能的四轴运动控制卡,它不仅可以用在切割机中,也可以用在其他工业设备中,如、涂覆、点胶、雕刻机、喷涂机、点胶机、焊接机等。
(转载)

