
1、引言
塑料制作行业中广泛使用的注塑机,如果使用德瑞斯变频器控制油泵,既可提高设备的可靠性和使用寿命,又可节省大量电耗,极大地提高了企业的经济效益和市场竞争力。
传统的油泵从开机伊始即长期以高速运转,而目前使用广泛的叶片、恒流泵输出压力高则负荷就高,而油泵一直在负荷状态,多余流量和压力经溢流阀溢流使这部分电能白白浪费。如采用我公司安装的变频调速控制装置控制油泵电机,可闭环控制油泵转速和启停,油泵实现软启动,减小了设备供油,实现精确控制,实现电机软启动,减小对设备的冲击和振动,可大大提高设备的使用寿命,把空载和油泵低压时多余的电耗节约下来,普遍节电率都在30%以上,为企业带来可观的经济效益,大大提高了产品的市场竞争力。
2、控制方案
注塑机是一个压力和流量波动较大的系统,在开模、合模、射胶、回料、顶出等不同工作阶段,其压力和流量都要发生有规律的变化。多数时间内,负载的实际耗油量均小于油泵的供油量,造成高压状态下的液压油部分经溢流阀、比例阀等液压元件溢出。该溢流部分不仅未伯任何有用功,而且产生热量,造成液压油发热,既耗能,又有害。 因此,根据注塑机当前的工作状态,如开模、合模、射胶、回料、顶出 等阶段以及压力和速度的高定。
要求,自动调节油泵的转速,调节油泵供油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均保持一致,这样,液压油的溢注部分便没有了,彻底消除了溢流现象,油泵出力减少,节省了油泵电机的电能消耗。 变频节能控制器便是利用控制供油马达在不同的阶段,提供相应的转速,提供相应的转达速,使定量泵变为节能型变量这一原理,来达到注塑机的最佳节能状态。
注塑机的工作循环:
(1) 锁模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力);
(2) 射台前移到位:射台前进到指定位置(喷嘴与模具紧贴);
(3) 注塑:可设定螺杆以多段速度,压力和行程,将料筒前端的溶料注入模腔;
(4) 冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔冷却成型;
(5) 冷却和预塑:模腔内制品继续冷却,同时液力马达驱动螺杆旋转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置,螺杆停止旋转,注射油缸按设定松退,预料结束;
(6) 射台后退:预塑结束后,射台后退到指定位置;
(7) 开模:模扳后退到原位(包括慢-快-慢速);
(8) 顶针:顶针顶出制品。
注塑机工作流程图
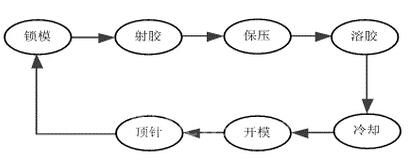
图1
注塑机工作原理图
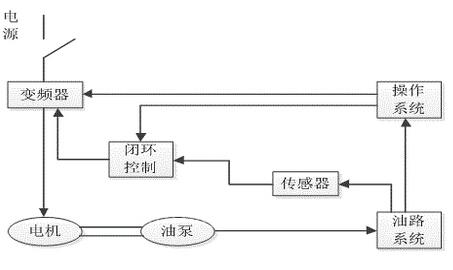
图2
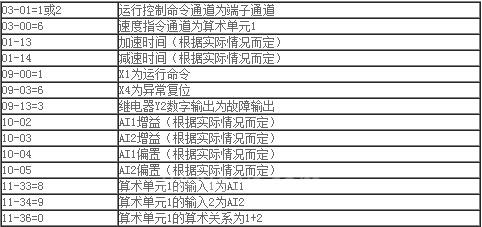
注塑机电气控制原理图:

图3
3、改造调试注意事项
(1)、试机前先工频运行看压力表、流量表最大值是多少。变频器运行时如果电机不动作(如果电机不动作,那就是压力表与流量表的信号线接错了)
(2)、 改造时输出星三角接触器上不允许接给其它设备供电的线路。例:注塑机风机的电源等(只有电机和星三角的连接线路)
(3)、 在工艺要求允许的情况下,降低运行频率节能效果会更好
(4)、 工件的冷却时间越长 节能效果越好(如无冷却时间 节能效果不明显)
4、控制优势
节约大笔的电费,降低了生产成本,提高了企业竞争力;
降低了企业总的用电负荷,限电时,更多的用电设备可以照常使用,减少了拉闸限电给企业带来的损失;
提高企业员工节能和节约意识,有利于企业全面降低营运成本;
建立节能型企业,高效利用资源,企业全面进行节能改造是大势所趋;
必需是定量泵的注塑机才可进行节能改造;
变量泵不用进行节能改造。因为变量泵本身已带有一定的节能效果,增加节能调速装置不能体现出它的优势;
5、主要参数设置
(转载)

