
油毛毡切割包装机用来完成油毛毡的切割和简单包装,是一种控制较为复杂的机械,涉及定位和张力控制。台达C2000系列变频器“融控制、驱动与通讯三大核心为一体”、“集主站、控制、总线、飞剪、防护等功能于一身”,可以很好地完成这一控制要求。C2000变频器的基本特点包括:
1)通讯速度快:内置CANopen现场总线及MODBUS,并可选购多种通讯模块,适应大型工程项目。
2)控制多样化:速度/转矩/位置三种控制模式,标配LCD,选配LED。穿墙式安装,系统防护等级增强。
3)节约成本与空间:内置10K容量的PLC,可做CANopen主站,感应电机与同步电机控制一体化,效率更高更节能。
4)过负载能力超强:一般负载的额定输出电流:120%,1分钟;重载额定输出电流150%,1分钟。
5)运行稳定节能:内置直流电抗器(≥37kW)与刹车制动单元(≤30kW),DC-BUS直流母线可并联共享。

图1 油毛毡切割包装机
1 油毛毡切割包装机的工作流程
首先,收料辊完成原点定位,准备收卷油毛毡(定位的目的是将豁口对准送来的油毛毡以便其进入后固定);
其次,收料辊在张力控制下收卷油毛毡。这一过程中,送料辊上的编码器反馈位置信号给PLC以便确定已送油毛毡的长度,到达指定长度后,PLC发出停止指令,收料辊停止;
最后,切刀对油毛毡进行切割,然后收料辊再次启动,继续完成剩余油毛毡的收卷,这一过程使用脉冲跟随控制,然后完成油毛毡打包。
2 变频器控制模式
2.1单点定位
在FOCPG模式下,预先设置一个位置(参数10-19),定义一个MI点为单点定位功能(d35),并且定义一个MO点为位置到达(d39),在变频器运行过程中触发这一MI点,变频器便开始执行单点定位,最终在指定点停下来,同时触发MO点为ON。

图2 单点定位控制图
2.2 脉冲跟随控制
FOCPG模式下,定义一个MI点为脉冲跟随功能(d37)并定义一个MO点为位置到达(d39),从接收到脉冲指令后,变频器开始加速至脉冲频率,脉冲发完后,变频器开始减速,并继续走完未走完的脉冲数直到停止下来,然后触动MO点为ON。
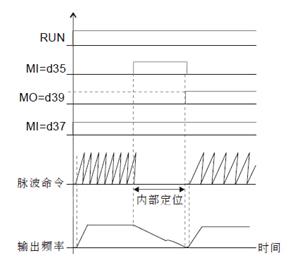
图3 脉波命令全程位置控制图
3 转矩控制
定义控制模式为转矩控制。
如果要从速度模式切换至转矩模式,可以通过通讯方式修改00-10=2或者定义一个MI点为TQC/FOC切换功能(d26,另需设置11-42=1)。
转矩模式下启动时,变频器依转矩命令(11-34)跑到目标扭力或速度限制。
4 主要参数
在完成自学习和惯量测试后,主要设置参数如表1。
表1 变频器主要参数

5 调试步骤
调试过程主要分以下几步:首先是电机自学习:设置电机参数,进行动态或静态自学习;其次进行惯量测试,包括:设置编码器参数;设置00-11=3;设置加减速时间01-12、01-13(尽可能短);设置11-00=2,F=33;通过正反转运行,直至11-01变化不大为止,设置11-00=1。
第三,设置单点定位功能的相关参数:02-05=35、10-19=0及其它参数,测试单点定位功能是否正常;
第四,设置脉冲跟随功能的相关参数:02-06=37、10-16=3及其它参数,测试脉冲跟随功能是否正常;
第五,设置转矩控制功能的相关参数:02-04=26、11-33=2、11-36=1、03-01=2、11-42=1及其它参数,测试转矩控制是否正常。
需要特别注意的是:调试的基础是FOCPG模式,因此,务必保证FOCPG模式运行正常;同时注意预防干扰问题。
6 结束语
台达C2000是一款通用型的变频器,功能全面,不仅能做速度控制,也能做转矩控制;不仅能做定位控制,也能做位置控制。这极大的促进了C2000变频器在切割包装行业的应用。
通过测试,台达C2000很好地完成了对收料辊的控制,满足了客户的需求。C2000控制性能良好,相对于伺服控制成本降低;变频器功率范围比伺服大,可以用在较大功率负载上;此应用方案有一定的推广价值,可推广到其它类似产品的切割和包装。
(转载)

