
一.引言
随着现代科学技术的不断发展,制造业对数控机床的高精度、智能化的需求日益凸显。主轴电机作为数控机床执行机构的驱动部件,对数控机床性能的提升起着至关重要的作用。由于现代数控机床加工生产过程复杂,不同的工艺和切削速度,使传统驱动的方式而无法满足现在的加工要求。采用HID600A矢量变频器对主轴电机进行调速控制后,既可实现调速范围广,又可无极调速,极大简化了主轴箱的结构,满足了数控机床高精度、高效率的使用需求。
二.HID600A矢量变频器在数控机床上的成功应用
2.1 项目简介
应用地点:台州楚门镇硕瑞机械厂
变频器型号:HID600A-T4-3.7G
系统名称:数控车床,电机额定功率4KW
加工:材料45#不锈钢,Z轴进刀速度130mm/分钟,棒径50mm,主轴速度600rpm,单边进刀量可以达到6.0mm,输出电流达到电机两倍额定。
2.2 现场要求
1)正反转切换频繁,CNC控制器0-10V电压模拟量给定;0.2S加速,0.2S减速的快速加减速时间;通常数控机床的加减速时间都比较短,加速时间依靠变频器的高性能,合康变频HID600A加速时间可实现0.2S加速时间;减速时间则依靠外加制动单元做能耗制动,合康HID600A可实现0.2S的减速时间。
2)低频1Hz 200%额定转矩;由于数控机床具有较硬的机械特性,在低速重切削时很难获得强劲的切削力。合康HID600A在低频时(1~10Hz)能达到200%的额定转矩,完全满足数控机床低速运行需求。
3)超频运行,最高频率100Hz。因加工需要,数控机床常需要在50Hz-100Hz之间恒功率运行,在恒功率运行的状态下还需要较大的转矩以完成加工。超基频运行使用单一的矢量控制参数,容易造成变频器在高频运行振荡,针对这一运行情况,HID600A数控专用软件能自主根据运行转速自动调整矢量控制参数,既能保证低频的切削力,又能稳定高频转速。
4)抗干扰能力强,输出谐波小。数控机床上使用的变频器其频率指令和运行指令都来源于CNC控制器,一旦CNC控制器受干扰后,系统将不能正常工作。特别是变频器的频率指令和运行指令也可能会受到干扰,干扰严重的会造成频率指令不稳定,变频器误动作等。解决此类问题的办法是在变频器的输出线上加磁环以减少高频辐射。
2.3 实施方案:
根据现场需求分析,合康变频量身定制解决方案,并采用HID600A高性能矢量变频器,此变频器采用高性能矢量算法控制,具有调速范围宽,低频带载能力强,负载在各个段速下保持电流稳定无振荡。其优异的防过压/过流功能,可在极短的加减速时间以及负载波动时,不会发生过流过压,最大限度保证无跳闸运行。采用能耗制动,可实现快速启动快速停车。
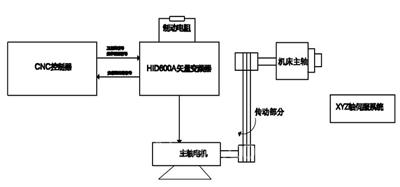
图1:机床变频控制原理图
机床变频控制原理:
CNC控制器发出0-10V的转速控制信号,变频器迅速响应输出相应的电压和频率驱动主轴电机运转,主轴电机通过皮带传动带动机床主轴运转。由于加工需要,主轴电机的启停要求非常迅速,因此必须要接制动电阻。
矢量控制主要参数表:
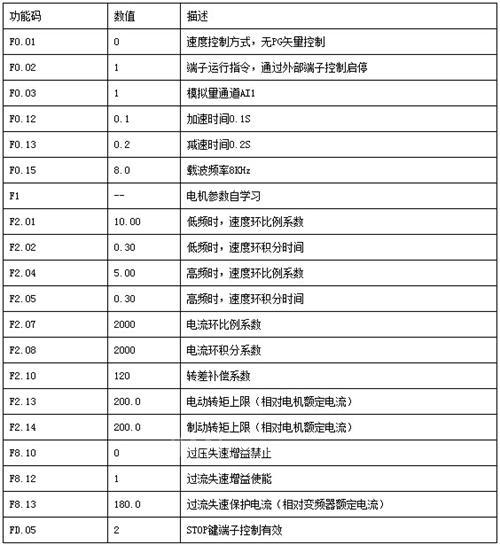
表1:参数表
2.4 调试结果:
HID600A采用优异的转矩、磁通控制算法,并能以机床的加工特性自动跟随输出频率来调整矢量控制参数,在0.2S的加速时间内即可达到额定频率,满足加工性能的需要,下图2为0.2S的正反转切换电流波形。
此数控机床根据加工工艺需求,会有超基频运行(50HZ-100HZ之间运行),在超基频运行时,主轴也能提供较大的转矩来加工零件。主轴转速由CNC控制器发出的模拟量信号来控制输出频率,实现各种加工工艺下的需求转速,同时启停信号也由数控系统控制,提高了自动化程度、延长了刀具的使用寿命。

图2:0.2S正反转切换电流波形

图3:现场调试图片(1)

图4:现场调试图片(2)
可见,采用合康变频HID600A系列高性能矢量变频器完全能够满足机床主轴控制复杂及高难度要求。HID600A在此数控机床运行至今,效果良好,极大促进了公司的生产效益。
三. 总结
HID600A系列矢量变频器配合现场以其突出的性能(低频转矩大、启动快速、运行稳定、超频运行可靠、调速范围大、操作维护简便等)和优越的性价比,在数控机床应用得以认可,备受客户一致青睐。
(转载)

