
1、前言
轧钢厂以其资源密集、能耗密集、生产规模大、物流吞吐量大等特点,长期以来一直被认为是烟尘排放量大、废弃物多、污染大的企业。而电弧炉炼钢是一些轧钢厂造成烟尘污染的主要来源之一。弧炉在冶炼过程中会产生大量高温烟气,如不收集处理,将造成非常严重的空气污染。近年来,随着冶炼工艺的提高,冶炼节奏大大加快,电弧炉用氧量猛增,随之带来的是烟气发生量的成倍增加,除尘设施处理能力不断改造加大。同时,烟气除尘设施在炼钢企业中作为辅助装备,具有能源消耗量大、运行费用高的特点。长期以来,不论电炉处于哪一个运行阶段,产生的烟气粉尘大小均使除尘风机全速运行,采用入口挡板开度调节,效率低造成大量的电能浪费。
2、改造背景
腾鳌第一轧钢厂位于辽宁省海城市福安工业园,是一家大型民营企业。主要产品为螺纹钢,年产能力约70万吨。有中型轧钢生产线四条,800#轧机生产线一条,650#轧机生产线一条和500#轧机生产线两条,电炉为10t偏芯交流电炉,除尘器系统采用脉冲布袋式除尘器。由于电机是900kW的高压电机,运行在工频状态每次电机启动非常困难,没有特殊情况一般不停高压电机,也就是说电炉检修时一般不停除尘风机,电机始终带负荷运行,电能耗浪费很大。随着市场竞争的不断加剧,节能降耗、提高生产效率成为企业发展提高竞争力的有效手段之一。基于以上原因,该厂要求对除尘风机进行改造。

3、运行工况
电炉炼钢时产生的有害物污染主要体现在电炉加料、冶炼、出钢三个阶段。电炉冶炼一般分为熔化期、氧化期和还原期,其中氧化期强化脱炭,由于吹氧或加矿石而产生大量浓烟。在上述三个冶炼期中,氧化期产生的烟气量最大,含尘浓度和烟气温度最高。因此,电炉除尘系统按照氧化期的最大烟尘排量进行设计。整个炼钢过程中吹氧时期占30~35%,此时风机处于较高负荷运行,而其余时间则处于较低运行工况。
4、系统改造方案
变频控制除尘风机为最基本的一拖一控制,控制方案如下图所示
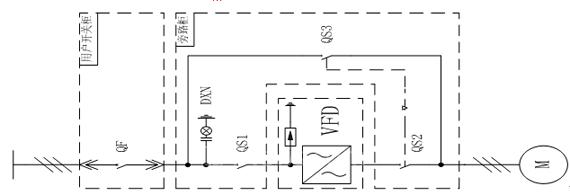
QF:用户侧高压真空断路器,带有综合继保装置。
QS1、QS2、QS3、手动刀闸开关。其中QS2、QS3带有机械互锁,不能同时合闸。
合QS1、QS2、分QS3为变频控制模式。电机可由变频器控制调速运行。
合QS3、分QS1、QS2为工频模式。电机可由QF直接启停并进行保护,变频器可完全和电网脱离,便于维护与检修。
5、系统改造方案
应用高压变频器调速控制后,可采用开闭阀门与除尘风机转速调节相结合的控制方式。由于生产工艺的要求,除尘风机需要在炼铁时停止除尘,在出铁时开始除尘,因此,变频器调速装置在炼铁时低速运行,出铁时高速运行。当所有的出铁口烟尘捕集罩阀门全部打开时,风机以最高转速运行,其它情况在保证每一烟罩除尘效果的前提下,根据烟罩阀门的开关情况自动调节风机转速,尽量降低风机转速,则可达到节约电能的目的。
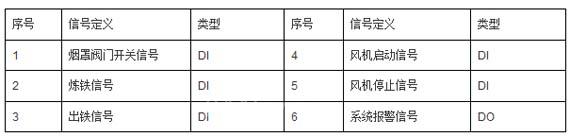
变频器控制系统与现场之间的主要信号如下表所示
6、系统特点及节能效果
1) 节能效果显著,大大降低了电耗,节电率在30%左右。
2) 能够实现电动机的软启动。
3) 减小了维护工作量和维护费用。
4) 调速范围宽,精度高,除尘风机的风量可以根据工艺需要变化。
5) 森兰高压变频器具有:过流、短路、过压、欠压、缺相、温升保护等多项保护功能,十分完善,更好的保护了电机。
6) 改善运行工况,降低工人劳动强度。
(转载)

