
一、概述
枕式包装机是应用广泛的一种包装机械,大量应用于食品包装机械、药品包装机械、日用品包装机械等众多领域。我们日常生活中见到的大多数的食品均是由枕式包装机封装而成。随着机械制造业的快速发展和人民生活水平的提高,为枕式包装机行业带来了良好的发展机遇,同时对枕式包装机的品质和生产效率也提出了更高的要求。
三轴枕式包装机的卧式三面封口加工工艺要求送料轴、送膜轴以及横封(横切)轴之间以凸轮关系运动,在封切过程需要送膜轴与横封轴(横切轴)保持严格同步。随着行业竞争的日益激烈,以及我国人工成本的逐年上升,枕式包装机械厂商要求采用更新的技术来提高设备的自动化水平、提高生产效率、降低设备成本,达到提高枕式包装机产品市场竞争力的目的。
二、系统方案结构
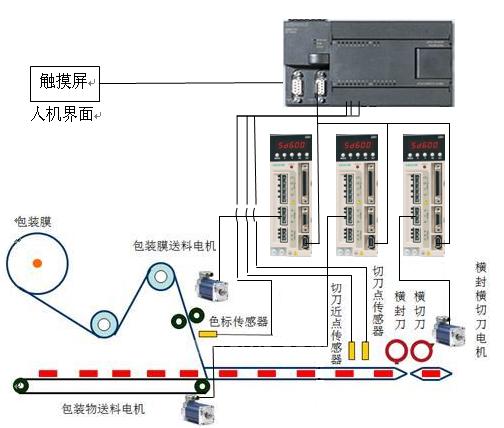
图1 枕式包装系统结构
系统控制核心PLC程序控制实现两轴(切刀轴和送膜轴)的同步以及电子凸轮关系,色标补偿在程序内部完成,系统响应速度快,结构较为简单。同时,由于采用了RS485通讯控制的结构,系统方案更加灵活,可以非常容易地变化为双轴系统或者四轴乃至多轴系统。
三、包装解决方案
下面以图1所示的三轴伺服枕式包装机控制系统为例对系统各部分进行说明,该枕式包装机横向封切方式为热封冷切,即先进行热封,再进行横切。系统也能方便地通过设置,兼容常见的热封热切工艺。设备运行过程中,横封横切刀的运行速度保持匀速(以下简称主动轴),送膜轴(以下简称从动轴)的速度以凸轮关系运行,并引入色标补偿。凸轮的功能是并保证在横封和横切时,送膜轴的运动和横封刀以及横切刀的在切割点的运动保持严格同步。送料轴以送膜轴的实际运动速度和位置,与之保持严格同步。切刀近点传感器信号的引入是为了防止色标信号的误检测。此功能也可以不用引入传感器信号,而在系统内部以软件的方式实现。
3.1 工艺流程包装物经过送料机构被送进包装膜内,先完成纵封作业;之后装物在纵封后的包装膜内继续前进,进入横封横切工艺,完成进行横封和横切,最终成为成品。
3.2 系统框图如图1所示系统共有三个伺服轴,由三台伺服驱动器以RS485总线方式实现联网控制,其中从动轴(即送膜轴)跟随主动轴(横封横切轴)运动,保证横封横切的严格同步,同时从动轴根据由色标信号检测得到的位置补偿信号对从动轴进行位置补偿,送料轴则根据从动轴的实际位置与之保持完全同步跟随运动。
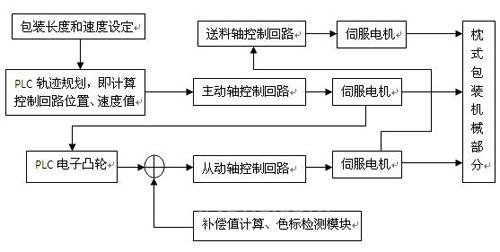
图2 系统控制框图
3.3 色标补偿量的计算
补偿量计算
补偿量的计算主要依靠色标信号和切刀近点信号,补偿测量值为 L=L1+L2/2,即补偿测量值为切刀近点信号到色标信号之间的电机编码器脉冲数加上色标宽度的一半。取得补偿测量值以后,系统再进行净补偿值的计算,其方法是:
净补偿值=补偿标准值-补偿测量值
补偿区域
得到净补偿值以后就需要对从动轴的运动速度进行补偿,为了保证横封横切时包装物输送速度的平稳性,需要避开主动轴和从动轴的同步区域进行补偿工作。
3.4 采用切刀近点信号或软件方法避免误色标信号误检测
从上面的系统工作流程中可以看出,系统将不断检测色标,并根据检测到的误差,对送膜轴的运行进行补偿,确保横封横切的位置准确。但包装膜上也有可能存在污染或其他印刷图案,容易引起色标检测的误检测。为解决此问题,在系统中引入切刀近点信号,以此信号作为色标检测的起始信号,在此范围以外的区域将不进行色标信号的检测,如图3所示。
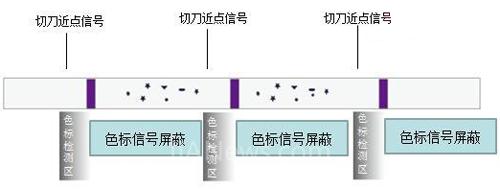
图3 色标检测区域
四、结束语
本次采用基于PLC和伟创SD600伺服系统的系统方案自投入生产以来运行可靠,产品质量稳定,取得了生产厂家的一致好评;深圳伟创伺服系统丰富的运动控制功能,包括中断定长、原点回归、多段速、多段位置、全闭环、灵活的电子齿轮等,性能稳定可靠,用户可根据上位机软件的功能介绍和提示的参数设置内容进行设置和调试,降低了用户对运动控制功能的使用难度,让调试更加轻松。
(转载)

