
摘 要:轧机主传动要求电气传动具有很高的动态响应和相当高的过载能力,这一领域长期以来一直被直流传动所垄断。自20世纪70年代起,得益于电力电子技术和微电子技术的高度发展而日新月异的发展,随着交流传动控制理论的产生及其应用的推广,变频调速技术在其应用领域得到了质的突破。本文主要介绍英威腾IPE200系列变频器在主轧机上的应用。
关键词:IPE200变频器 轧机 电气传动 整流回馈
一、引言
国内某钢厂集采选矿、钢铁冶炼、钢材轧制为一体,其中轧钢生产线集成了当今世界先进的生产工艺和技术,采用了先进的生产管理手段,其工艺装备和产品档次均达到国际一流水平。随着计算机信息技术的快速发展,生产过程对生产效率和生产工艺的要求进一步提高,此钢厂进一步加大技术改造力度,其扁钢轧线项目使用英威腾IPE200系列四象限矢量变频器和S7-300组成整流回馈多传动控制系统,在系统设计可靠性和工艺要求上达到国内先进水平。本文将对其进行简单介绍,对英威腾IPE200整流回馈多传动系统着重说明。
二、应用环境分析
轧机主传动要求电气传动具有很高的动态响应和相当高的过载能力,这一领域长期以来一直被直流电机传动所垄断,但由于直流电机存在换向问题,造成换向器、电刷等部件的维护工作量大增,而且直流电机在提高过载能力、降低转动惯量以及简化维护方面都受到了很大限制。自20世纪70年代起,随着交流传动矢量控制理论的产生及其应用推广,目前钢铁工业全交流化已经在冷板带连轧机、中厚板轧机、线棒轧机、型钢轧机、钢管轧机包括主、辅传动等领域已经实现,轧机采用交流变频器越来越多。
轧机传动对电气传动系统的要求: 电气传动系统做为电能与机械能的转换环节,应满足生产工艺的要求,同时又要适应电网的要求,实现高效率运行和高水平生产。选择轧机主传动电机调速系统时考虑一下因素:
1) 满足工艺要求和传动系统的性能指标
电机调速系统应满足轧制材料的生产所要求的轧制功率、转矩、转速、调速范围,根据轧制的最大负荷确定传动系统的过载能力,同时要考虑电机是否可逆运转、加减速时间、恒转矩和恒功率运行的范围等。而作为电气传动系统,还应考虑电机调速控制系统的性能指标、速度控制精度、转矩或电流控制的动态响应、速度控制的动态响应等。
2) 适应电网要求
根据电气传动系统中电机和电力电子交换器的能量交换效率,电力电子交换器注入电网的电流谐波和功率因数是否满足供电系统的规定和要求,考虑是否增加谐波滤波与无功补偿装置。
扁钢轧线项目组通过多次技术论证和实地考察,最终选择了英威腾IPE200整流回馈多传动方案。
2.1 轧线主电机技术参数

备注:
1) 其中一台是初轧轧机,带惯性大飞轮。启动力矩大,停止惯性大。
2) 通讯要求:DP通讯。
3) 闭环控制:德国倍加福轴套式编码器,工作电压DC24V,每周脉冲数1024,数量7个。
2.2 系统调节精度要求
1) 系统调节精度----------0.1%;
2) 静态速降--------------0.1%(空载);
3) 动态速降--------------2%(带载);
4) 恢复时间--------------200ms。
2.3 变压器容量
2500kVA 输出电压400V
三、系统方案
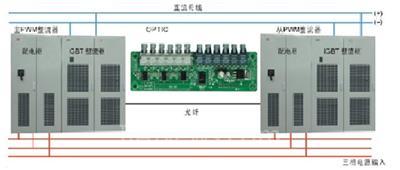
根据项目特点和应用要求,轧机主传动等采用英威腾IPE200系列四象限矢量变频器。IPE200系列四象限矢量变频器由配电柜、PWM整流回馈柜和逆变柜三部分组成,其中配电柜和PWM整流回馈柜组成变频器的PWM整流回馈部分,逆变柜则包含了变频器的逆变部分。用户可以根据实际需要灵活选配PWM整流回馈部分(包含配电柜和整流柜)和逆变部分。
整流柜由PWM整流单元组成,该整流单元采用三相交流电源输入,实现了上电预充电功能并可以提供稳定的直流母线电压。PWM整流单元采用IGBT做整流桥,用高速度、高运算能力的DSP产生PWM控制脉冲。一方面可以调整输入的功率因数,消除对电网的谐波污染,让变频器真正成为“绿色产品”;另一方面可以将电机制动产生的能量回馈到电网,达到节能的效果。
3.1 整流回馈选型
1) IPE200系列整流器选型及配置

整流回馈并联
3) PWM整流回馈系统工作原理
PWM整流单元的主回路由主接触器,预充电电路,LC滤波电路、输入主电抗器、IGBT功率模块,电解电容等组成。控制上采用双闭环控制结构,其外环为母线电压环,内环为电流环,通过对电源电压的相位检测和坐标变换以及PI调节器的调节作用实现对电网输入电流的有功分量和无功分量的独立控制,当控制无功电流分量为0值时,就可实现整流器功率因数接近于1和能量的双向流动。

备注:上图中AVR为自动电压调整模块;ACR为自动电流调整模块;VD为矢量控制模块;PWM为脉宽调制;PLL为锁相环;L1、R1、C1为电源滤波器;L2为升压电感;R0为上电缓冲电阻;MC为上电缓冲接触器;Edc为母线电压,其中带“*”的为设定值,不带的为检测值,θ为网侧电压相位角。
PWM整流回馈单元通过自动电压调节器(AVR)调节整流器输出母线电压,维持母线电压为一个恒定的设定值;同时自动电压调节器(AVR)的输出作为自动电流调节器(ACR)的输入,PWM整流器根据所检测的三相电流来控制自动电流调节器(ACR)的输出。PWM整流器检测三相输入电压,并通过锁相环(PLL)来计算电网的实时相位,保证PWM整流器输出的电压相位与电网实际相位同步,前面所提到的自动电流调节器(ACR)的输出通过空间电压矢量调制方式转换为控制IGBT的驱动信号,实现PWM整流器的控制。
PWM整流回馈部分与逆变部分一起组成四象限变频器,四象限变频器的典型应用场合是具有位势负载的场合,例如提升机,机车牵引,油田磕头机,离心机等,有些大功率的应用中,也需要四象限变频以减小对电网的谐波污染。采用带有PWM控制整流器的变频器具有四象限运行的功能,能满足各种位势负载的调速要求,可将电机的再生能量转化为电能送回电网,达到最大限度的节能目的。
整流回馈部分对交流电源过压、缺相故障、IGBT模块过热、过流、过载、预充电之前的整流单元控制电源进行监控,出现任何故障时都会导致整流单元封锁驱动脉冲并发出一个故障信号。通过交流电源或控制电源的重新上电可复位故障信号。
3.2 逆变传动选型
1) IPE200系列逆变柜选型及配置

2) 共直流母线
PWM整流回馈部分将三相交流电整流为直流电向直流母线电路供电,直流电路向驱动电机的逆变器供电。直流电路可以只连接一个逆变单元,也可以连接多个逆变单元,具体用户可以灵活配置。

四、现场设备系统调试
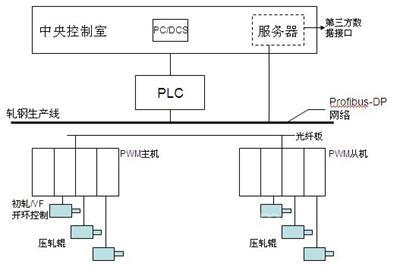
主控台通过操作台及上位机对整个轧线进行集中控制和监控,S7-300通过Profibus-DP现场总线与变频器进行动态数据的交换,完成整个轧线的速度级联控制。上位机在线实时了解变频器运行状态,所有数据在屏幕上一目了然。调试后效果显示集中操作非常简便,系统运行稳定可靠集成度提高,产品质量和生产效率也大大提高。
4.1 轧线系统结构图
以下为采用英威腾公司IPE200四象限产品的轧线系统结构图。
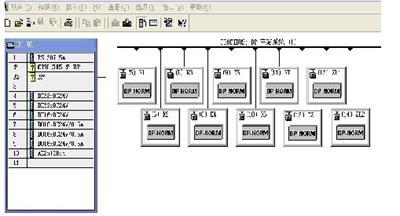
4.2 上位机组态
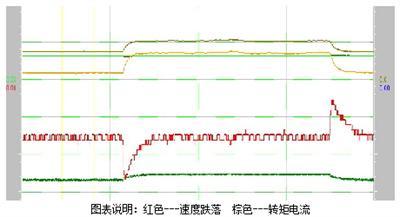
4.3 设备调试
列举K5轧辊的带载运行图,动态响应在500ms,满足生产需求。
现场设备图片

五、结束语
英威腾IPE200交流传动系统在扁钢生产线轧机主传动上的成功运用,是国产变频器在轧钢生产线上成功尝试,大幅提高了生产线的运行效率;由于采用了PWM整流器,提高了变频系统输入的功率因数,降低恶劣系统对电网的谐波污染,让变频器真正成为“绿色产品”;同时由于变频可以四象限运行,因而可以将电机制动产生的能量回馈到电网,达到节能的效果。IPE200交流传动系统以其先进性、可靠性和稳定性赢得了客户的认同;也提高了企业产品的产量和质量,满足了生产工艺要求,进而提高了产品效益。
(转载)

