
半固体成形技术(又称为ssm坯料法),这种方法首先将金属液讲过搅拌,得到具有半固态特性的半固态金属(ssm),再预制成需要的尺寸和形状的坯料,经过加热,放入压铸机的压室,然后进行压铸成形触变注射成形铸造压力高,能促进金属模具和镁合金料浆间的热传递,导致表面附近的晶粒微细化,对成形产品赋予了高耐蚀性和机械强度。目前,利用触变注射成形技术可以制备手机、笔记本电脑、数码照相机、摄像相机、液晶投影仪等可移动通讯器材的壳体。目前这种压铸机设备,主要从日本进口,其核心控制部分采用专用控制器,成本很高,为了提高产品竞争力,现在国内某公司采用欧姆龙cj1w-ncf71运动控制器,利用其高速同步总线控制技术,以及位置/转矩高速切换功能,并结合欧姆龙总线型w/n-ml2系列驱动器,在高速半导体压铸机中得到很好的应用,同时成功的摆脱了以往依赖欧洲以及日本进口设备的历史,开创了国内自主研发半固体压铸机的新篇章。
系统说明
工艺说明
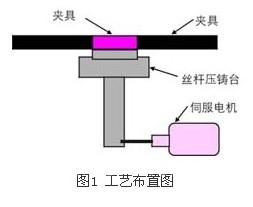
高压和高速是压力铸造工艺的二大特征,铸件充型完好,轮廓清晰主要取决于压铸速度(即压铸过程),而铸件的内部质量和机械性能主要取决于增压效果(即增压过程),要想获得高质量的压铸件,必须根据不同的情况对压铸过程中的所有工艺参数如压力和压铸速度等进行恰到好处的控制,因此在压铸过程前段,采用速度控制,后段采用转矩控制,进行增压与保压,在速度与转矩切换时候,工艺上希望要求达到“零切换时间”,即没有死区时间,同时增压过程中,转矩输出线性度高,转矩控制精度达到0.01nm,工艺布置图如图1所示。
控制难点
传统的运动控制器只有位置控制与速度控制,但系统中需要速度控制与转矩控制在线切换,速度与转矩切换时间,客户希望达到零切换,但是实际效果允许有最大32ms误差,转矩输出线性度高,输出精度达到0.01nm。
欧姆龙解决方案
采用cj1w-ncf71的位置/速度/转矩切换功能,可以通过简单的梯形图指令就能完成所需要的功能;
欧姆龙的cj1w-ncf71采用高速同步总线控制技术,最大控制16个轴,同步扫描周期仅为1~8ms(根据轴数量不同而不同),系统共4个伺服,同步扫描周期仅需要3ms;
欧姆龙cj1w-ncf71采用通讯指令化方式控制驱动器运行,指令分辨率非常高,最大分辨率达到0.01%,因此转矩输出精度可达到0.0001nm。
配置与流程说明
配置说明
控制部分:cj1w-ncf71+ cj1w-ct021
伺服部分:4*r88d-wn***-ml2
控制方案可以采用基于cj1系列的cj1w-ncf71控制器,通过ml2高速通讯总线来实现多达16个实轴的同步控制,内置了速度与转矩控制的在线切换功能,用户只需要简单调用内置功能快,并输入所需参数即可完成复杂的多轴控制;驱动器采用r88d-wn××-ml2系列内置ml2通讯口的伺服驱动器,触摸屏采用ns-10系列的触摸屏,通过sap内置控件完成画面编辑与控制。系统配置图如图2所示。

控制流程说明
控制说明如图3所示。

程序说明
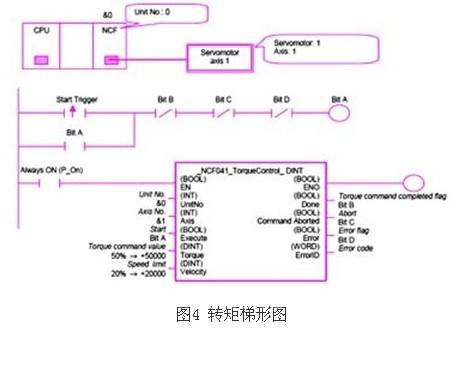
程序结构非常简单,采用欧姆龙内置fb(程序功能快)可以很快的完成相关编程,在输入输出写好所需要得参数例如转矩,钳制速度,轴节点号等即可,图4列出了转矩控制程序的fb。
结语
经过长时间测试,系统可以稳定运行,以及批量化生产,目前该设备研发成功后已经受到行业重点关注,半固体压铸机的国产化,成功的摆脱了以往依赖美国以及日本进口设备的历史,开创了国内自主研发高科技半固体压铸机的新篇章。
(转载)

