
1引言
DCS分散控制系统(又称集散控制、分布式控制系统),是在单回路微机控制系统基础上发展起来的,其综合了计算机技术、通讯技术、CRT显示技术和过程控制技术,采用分层分级的结构形式和分散控制、集中操作、分级管理、分而自治的设计原则,解决了过去计算机控制危险集中、常规模拟仪表功能单一、过于分散和人机联系不方便的缺点。DCS的安全可靠性、通用灵活性、优良的控制和综合管理能力,使其在工业控制领域中得以广泛应用。
瓦楞纸板作为目前使用普遍的包装材料,广泛用于电器产品、日常用品等包装。在现代大规模工业自动化水平相对落后和工业、经济建设高速发展的我国,横切机和堆叠机等机组组成连续生产工艺过程。目前国内瓦楞纸板生产化处于相对落后状态。
本监控系统采用以可编程控制器PLC为基础的集散控制系统,将PLC作为现场采集控制站,利用Ethernet和Profitbus进行数据通信,完成了对广东肇庆嘉隆瓦楞纸板生产线的工况显示、生产操作、订单管理和出货管理,最终实现了企业管理—控制一体化。
2系统总体结构及通信网络
2.1系统总体结构
嘉隆瓦楞纸板生产线监控系统采用如图1所示的分布式计算机监控系统。它分为3级结构:现场级、控制级和管理级。
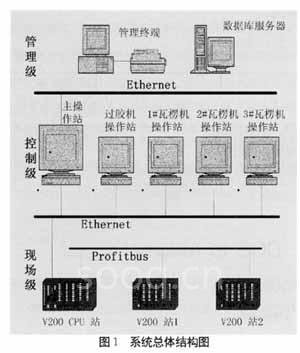
第一级为现场级。由安装在现场的3个PLC子站辅与其它测量控制设备(如编码器、红外测量仪、变频器等)进行各种数据采集、生产线的现场控制。为现场采集控制器完成现场信号的输入输出,根据给定的工作程序进行数据处理、控制输出,并且将处理结果送操作站。PLC站采用德国VIPA公司的产品,包括一个CPU站和两个I/0站,其配备如下:
V200CPU站:主要包括CPU 288L、FM250、SM221和SM222等模块。主要用于粘合机和横切机各种状态信号的采集和控制信号的输出。
V200站1:主要包括SM221、SM222、SM232和FM250等模块;主要用于过胶机和1号瓦楞机状态信号的采集和控制信号的输出。
V200站2:主要包括SM222、SM232和FM250等模块;主要用于2、3号瓦楞机状态信号的采集和控制信号的输出。
第二级为控制级,配备5台工业PC机。其中包括1台主操作站,1台过胶机操作站和3台瓦楞机操作站。主操作站设置在车间控制室内,其它各操作站设置在生产线的相应部分,完成现场级检测、控制、保护功能的管理。由一台HUB将各操作站组成局域网。各操作站功能独立,又能互为备用。它对第一级现场采集的所有数据进行处理、分析、存储,完成所有控制指令的收集和发布,以各种方式(如流程图、趋势图等)表达整个生产线的运行状态。对系统功能的组态、流程图的制作、保护值整定、控制模型修改等工作也是在这一级的操作站上完成的。
第三级为管理级,配备了多台普通PC机、打印机,以及一台数据库服务器。其中PC机作为管理终端设置在相应的管理部门,打印机负责定期打印生产情况报表备档,数据库服务器负责接收、存储从监督控制级送来的各种实时数据、历史数据。各部门的管理人员可以随时通过管理终端机观察生产线的运行状态和定单执行等情况。管理级同时可接受管理部门管理数据的输入,完成订单管理,出货管理等功能。
2.2通信网络
由于在分散控制系统中广泛采用了多处理机的结构,所以处理机之间的数据通信变得极其重要。
现场总线技术作为自动化领域技术发展的热点之一,被誉为自动化领域的计算机局域网。它适应了工业控制系统向分散化、网络化、智能化的发展方向。 Profitbus是唯一的全集成H1(过程)和H2(工厂自动化)现场总线解决方案,是一种不依赖于厂家的开发式现场总线标准,它可广泛应用于制造加工、过程和建筑自动化领域。在该监控系统中,现场级3个PLC站之间利用Profitbus进行数据通信,实现了纸板生产线状态数据的采集和控制信号的传递。
Ethernet以太网最初是由Xeroex在20世纪70年代开发的—种连网传输方法,后来由Xeroex、数字设备公司(DEC)和 Intel改进。这种灵活的技术可以运行在各种网络介质上,并在合理的开销下提供很好的容量。到目前为止,以太网是用于局域网的最流行的逻辑拓扑结构。在该监控系统中,控制级操作站之间和管理级终端机之间采用Ethernet进行数据通信。实现了各操作站间的相互冗余备用以及管理数据的存取。
DCS各级之间的通信一直以来是工程技术人员关注的技术热点之一。该系统采用VIPA公司PC-CPU 288L自带的Ethernet端口很好的解决了现场级到控制级之间的通信问题。实现了现场实时数据向上输送和控制级信号的向下传递。由于控制级和管理级同时采用Ethernet,因此它们之间直接用集线器(HUB)相连,进行相互通信。
该监控系统中,将以太网(Ethernet)与现场总线相结合实现了PLC站之间、操作站之间、管理终端之间以及现场级、控制级、管理级之间的数据通信。
3软件设计
系统软件采用CONTROL LAB软件包,其层次结构如图2。

现场级V200 CPU站采用了快速可预测实时内核,其周期性工作的时间稳定性(Jitter-Time)可达2微秒(300MHZ CPU)。 PLC和硬件模块及现场总线的数据交换均在实时任务中进行,保证了这类数据交换在操作系统中的延时不超过几个微秒。控制任务作为实时任务执行,其最短工作周期可达0.01毫秒。
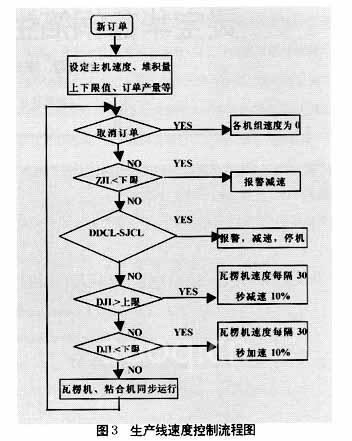
PLC监控程序采用图形化组态工具ControlChart编制,该工具是一种基于IEC1131-3流程图形语言的开发式控制软件,符合工业标准。工程师在控制级操作站上即可利用现成模块进行自由组合、在线观察和调试,极大地缩短了控制系统的调试时间。瓦楞纸板流水线的控制任务主要进行线上各机组运行速度协调。速度调节中粘合机作为主机,过胶机、修边机、横切机和堆叠机与主机同步运行。该监控系统速度控制流程图如图3所示。
ZJL、DJL、DDCL和SJCL分别对应纸浆量(瓦楞机)、堆积量、订单产量和实际产量,根据以上量的测量数值对粘合机和瓦楞机速度进行相应的调节。
在控制级和管理级软件基于WINDOWS NT平台,采用易学易用的Visual Basic6.0进行编程,其中采用ActiveX、OPC、 TCP/IP等国际通用技术和标准,用户可以极方便的与其他软件系统进行自由通讯和进行功能扩展。控制级操作站检测画面主要有总操作图、瓦楞机监测图、粘合机检测图、过胶机监测图、修边机监测图和横切机监测图。管理级终端包括订单管理画面和出货管理画面等。
4系统功能
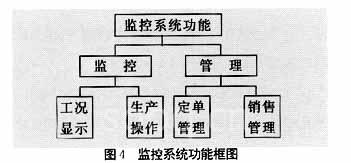
在软硬件基础上实现的瓦楞纸板生产线监控系统功能如图3所示。监控系统功能分为监控和管理功能。监控主要是工况显示和生产操作,管理主要是订单管理和出货管理。
4.1工况显示
在控制级的操作站以及管理级的终端机中显示现场采集来的生产线状态数据,主要包括:生产中的纸板品种,尺寸规格;现时各机组生产速度、电机电流;瓦楞机原纸堆积量;粘合机出纸量、各段温度;现时的实切张数,订单的总张数,还欠实际张数;成品,不良产品的数量(不良品人工输入)原纸剩余长度等。显示方式包括数字、柱状图和趋势图等。在此基础上进行速度、电流、温度、堆积量等过限报警。
4.2生产操作
根据现场采集的信号,监控软件可以自动对生产线进行相应的控制,主要有:
(1)正常情况下,以粘合机作为主机进行全线单一速度的控制,其它机组能根据自身的工艺要求适应性的同步加速或同步减速。
(2)自动侦测瓦楞机纸板堆积量并能自动调节相应机组的生产速度,当堆积量超过上限时,自动增大粘合机以及其它相关机组的速度。在紧急情况下,可以对生产线进行紧急减速。
(3)根据管理人员输入的产品规格,在订单执行初期自动调节修边机、横切截的刀线,并能够在生产过程中自动调整。
(4)由订单的总张数和尺寸,自动运算出所需生产的总米数,各主要机台便能因自身的实际机组距离,生产出相应长度的楞纸。
同时监控软件设置了自动和手动两种控制方式,工作人员可以在手动方式下根据情况对生产线进行相应的控制。
4.3订单管理
订单管理是在生产操作功能的基础上实现,其主要功能有:
(1)管理人员可以在办公室终端机输入当日之订单,包括接单日期,订单号,客户类别,纸质,纸宽,交货日期等数据。根据纸质,纸宽打印各月份接单统计表。
(2)根据订单所要求的纸质,交货日期以及生产线状态,监控程序可以自动执行新订单。同时工作人员也可以根据情况,手动让系统执行新订单。
(3)实时记录订单的完成情况,根据订单完成情况,定期打印订单生产情况报表。
同时在数据库服务器中设置了用户权限,因此可保证定单数据的安全。
4.4出货管理
出货管理主要将已安排生产的订单以挑选方式排出作为出货定单。管理人员输入出货单之运费价格、车号、装车时间、装货规格品种、数量等,并列出当日或当日货运明细表。同时包括退货单的输入、更正和删除等。
5结束语
嘉隆瓦楞纸板生产线DCS采用3级结构,采用Ethernet与现场总线相结合的方式进行数据通信,大量采用冗余技术,实践表明,该系统开放性和容错能力高,系统重新定义容易,可扩展性和可维护性好。采用以实时内核为基础的系统软件,进行系统的功能定义和采集控制算法程序的编写,系统的稳定性相对较好。
(转载)

