
工业自动化应用的高精度激光直线式传感器种类繁多,如果按各系列优势的应用领域来区分有如长距离激光位移传感器以量程距离大、精度高、应用广泛、抗干扰等特点主要用于工业自动化领域的长距离测量。长距离激光距离传感器多采用Time of Flight以计算激光到目标物的飞行时间。如:邦纳公司的LT300系列,直接反射检测距离可达300米之远。高精度,短量程的激光位移传感器则以三角测量法,相位分析法或激光干涉法为主。经济型的三角测量法激光接收器大多采用CCD或CMOS等元器件。以测量精度高及响应速度快特点主要用于微位移部件的位移测量,小型零部件尺寸测量,角度变化量的监测,移动平台运动情况的检测,及光刻机几何量的测量,的测量等应用,或应用于钢铁行业及测量各种材料长度不同,对于粗糙表面和光滑表面长度和和厚度尺寸的测量。

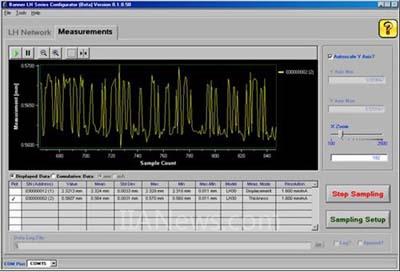
邦纳公司的LH系列高精度激光位移传感器采用了三角测量法工作方式。LH系列采用了670 nm (1mW) IEC 和 CDRH红色2级可见激光发射管,1024像素CMOS图像式接收元器件以及LH-ring软件平台支持的小型一体化的高精度激光位移(及测厚)传感器,其属于三角测量法的原理, 可以稳定的工作在高速,非接触的情况下,可靠地检测各种检测物体,如金属、木材、陶瓷、纸张和上漆等目标物。LH传感器可在多个传感器工业组网中稳固并且有效地进行最多可达8~32个LH传感器之间组网,组成多点厚度及位移测量网络。
该系列一机三用, 测距,测厚,组网多点测量(三体合一),具有开拓创新意义的新型LH传感器为中国的自动化用行业用户如虎添翼,无论是被测目标需要微米级精度,或者被测目标是否有光泽或表面黑色或硬体或软体,高速、高精度、无接触式的LH测量传感器都可以为用户提供一个可靠稳定的解决方案。
LH高精度激光位移传感器的应用举例:
应用1: LH系列激光测距产品在机械形位公差测量上的应用
对于机械加工完后的产品,测试产品的行为误差的传统方法为使用百分表和千分表,使用百分表和千分表都是需要仔细的调整好支架以后才能进行测试,一般都是对个别零件进行测量,对于大批量的零件检测,由于使用的是接触性测量,对表头的磨损过大不现实。
通过LH系列激光位移传感器进行非接触型测量,就可以实现对大批量的产品进行自动化检测。
传统检测方式: 机械打表检测

LH高精度激光非接触式测量
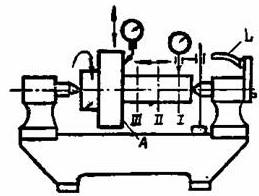
对于钢厂生产的无缝钢管,钢管的外圆在制造的过程中要保证表面的圆跳动在一定的范围以内。传统的方式采用打表的方式进行每根钢管的检测,采用激光测距将是非常好的解决办法。
钢厂的钢管规格很多,从110毫米外径到700毫米的外径,尺寸变动范围很大,但都要求要达到0.1毫米的精度。
采用激光测距将无疑是非常好的解决办法。对于检测不同尺寸的钢管,在钢管不动的情况下要实现检测,所提供的方案就是采用两个LH产品进行检测。两个检测头放在正对方向安装进行检测,由机械伺服系统带着两个LH头做半圆运动进行检测,采用485通讯的方式获取钢管表明圆跳动的数据。
上位机使用LABVIEW做软件界面和数据分析界面,计算机使用工控机配合数据采集卡和伺服控制卡进行现场数据分析的采集和分析。
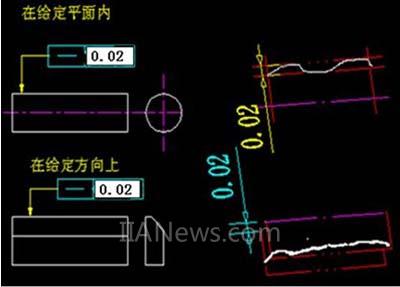
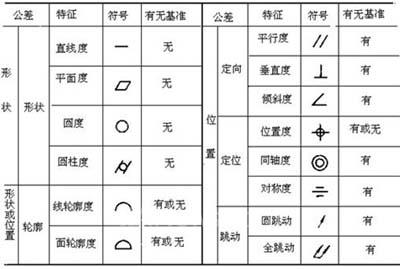
而钢管检测则要求圆柱表面上的任一素线必须位于轴向平面内,距离为公差值0.02mm的两平行直线之间。
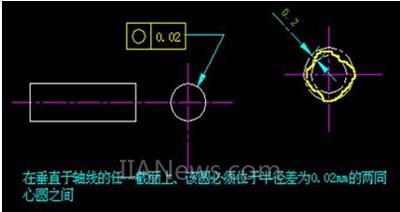
检测分析圆的表明情况
两个LH30IX485QP传感器在两个对立的支架上安装,两个对立的支架由两个运动进给量相同的伺服电机带动以适应不同尺寸的钢管。检测支架带动LH30IX485QP的安装支架做半圆运动以检测整个园的圆跳动。做半圆运动可以使接线方便
钢管装在一个定位比较准确的自动三角卡盘上,三角卡盘的轴心要与检测支架的轴心一致,由伺服电机带动进入和进出检测区域,实现连续检测。
所有的机械安装误差不可忽略,因此总体的精度要保证就必须选择测量精度更高的检测传感器。
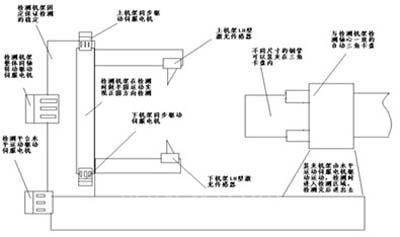
电气结构示意图
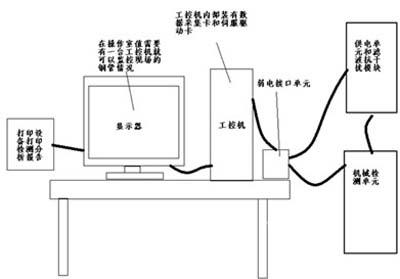
在操作区使用工控机,软件使用LABVIEW开发,在工控机中使用兼容LABVIEW的数据采集卡和伺服驱动卡,实现现场数据采集可机械单元的伺服控制。
由于采用采集卡和伺服驱动卡,因此总工供电单元要有很稳定的滤波和抗电磁干扰的结构以隔离外部干扰。弱电单元与强电单元有一个隔离干扰的接口单元以隔离互相干扰。 现场可以直接把检测的结果打印成报表的形式以对每批产品出具产品的测试报告。
LH系列激光测距产品的软件平台特点:
方便的系统全可视化的监视和组网
– 图形化用户友好软件


实时工作状态监视的并可进行参数设置并且位移和测厚数据可通过4-20 mA 或 RS-485 串口数据输出
由于LH系列激光产品在技术上所具有的优势,在产品的应用上,可在机械形位公差测量的应用上有推广的空间。在机械加工测量上有很多对零件的行为公差进行测量分析的要求,如:
应用2: LH高精度激光位移应用于AF 手机镜头变焦检测
国内某手机AF 镜头生产商的自动变焦变化量程测量。 通过LH测量镜头位置的变化,了解AF镜头通过电流驱动的线性变化的一致性来判别镜头的驱动部分的质量控制。其要求的量程变化范围为: 0~350um 之间。
硬件采用了PC , LH30系列 , 采集卡以及ModBus转USB; 软件则采用VC++ 开发。

一台LH30IX485QP通过支架固定在检测平台上,激光光点直接投射在镜头部件上, 测量数据输出为ModBus RTU格式, 通过产品本身自带的接口转换模块INT485USB-LH直接接入工业PC的USB接口。
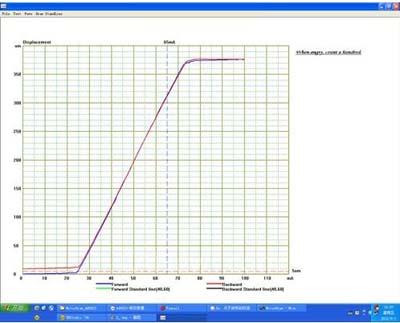
通过LH30IX485QP测量得出的数据曲线显示: 红色和蓝色曲线的线性度一致,说明AF镜头电流驱动的平滑和一致性。 由于LH30IX485QP的精度在1微米以内, 因此该传感器的测量值满足该应用对前端测量元器件的精度要求。

不合格产品电流驱动异常(红色部分)
结束语:
无论采用何种测量方式的高精度激光传感器,按照不同的测量精度要求,检测范围,输出方式均有其不同的应用领域。LH系列由于采用了一体化的工业产品设计, 集合了各种输出功能,一机三用(位移,测厚,组网测量),微米级的测量精度可满足各种工业等级测量的要求。此外,其性价比也是吸引更多的工程师选择的原因之一。
(转载)

