
引言
钢结构、桥梁中h型、c型钢上在施工中要通过联接板与其它型材进行联接、固定。传统的加工方式是人工在工件上划好线,然后用摇臂钻床钻孔,即费时费力,精度又不高。三维数控钻床实现了定长送料,送料到位后,三个钻削动力头分别从两侧及上方对h型、c型钢进行钻孔。大大提高了送料精度与联接板孔群的精度,提高了加工效率,使传统的手工加工行业发生了巨大变革,向高效、高精度的数控加工方面发展。
1简介
该机床完成了钢结构、桥梁中h型钢定长送料,三个面的同时钻孔,等复杂工艺的实施。本文重点介绍simatic t-cpu 315t-2dp的技术特点,选型思路及系统架构,硬件配置及与第三方伺服驱动如何配置参数,实现通讯,等等。
2 机床简要工艺
首先,是用吊装工具将h型钢搬动到料道上,工件从几米到18米不等,数控送料装置的夹钳将料头紧住,然后沿着辊道方向按编程尺寸自动送进、定位,外观图如图1所示。送料定位完成后,主机在左、右、上方向上有3个钻削动力头(液控行程),每个钻削动力头由2个伺服电机轴控制,可在一平面内沿x、y方向上定位。
主机将工件夹紧后,料宽、料高检测启动,将检测数据进行比较处理后得出工件变形量,分别补偿到各伺服轴的定位值里,钻削动力头对应的伺服轴定位完成后,钻削动力头伸出,开始钻孔,钻孔完成后自动退回,钻削动力头对应的伺服轴定又开始定位,往复循环,直至将孔群内的孔加工完成。一次送料完成,即将工件送到一个加工工位,三个钻削动力头定位钻孔互不影响,等到3个三个钻削动力头将所对应的孔群的孔都加工完成后,才开始下一步送料,一直将工件加工完成为止。
3 控制系统构成
simatic cpu315t-2dp有两个通讯口,其中一个是profibus dp(drive)口,专门用来连接驱动器工艺组件,通讯速度最高可达12m bits/sec,dp通讯采用的是profibus dp isochrone mode(等时同步)模式。isochrone mode是profibus dp 通讯的新技术,它可以使profibus dp 的总线通讯周期时间保持恒定,从而可以大大提高通讯的稳定性, 提高传动控制系统的稳定性和精度。用于完成运动控制工艺任务的模块im174和et200均连在profibus dp(drive)口下,以满足运动控制工艺的要求。另外一个通讯口是标准的mpi/dp口,速度可达12m bits/sec。用于连接到上位机pc、hmi和其他标准的dp 从站。用户可以通过mpi/dp通讯口,连接标准的et200进行simatic s7-300 plc功能的扩展。组成控制系统方案,非常便利。
本机床总共有7个定位轴,全部是点位控制,伺服驱动器及电机采用的是安川(yaskawa)∑-ⅱ系列。在选用定位模块时,首先考虑到定位模块fm354、fm357-2,功能强大但成本较高。并且,定位模板的程序编制工作量大,使用、调试的工作难度也很大。而一块im174模块有4个定位通道,7个轴采用2块im174就够了,多余的一个通道可以做为数字轴,用以检测送料小车的夹钳臂的高度。由于im174 模板可以非常方便地与simatic t-cpu连接使用,所以采用了315t-2dp cpu连接im174的控制方案, 它们之间通过simatic t-cpu的dp (drive) 通讯口连接,通过总线形式连接伺服驱动器(yaskawa),组成运动控制组件的网络拓扑结构。从技术指标上可以看出,simatic t-cpu集成了传统s7-300 plc的优秀特点和强大功能,同时集成了大量运动控制相关的工艺对象功能,例如:凸轮开关,凸轮盘,电子齿轮,测量输入,印刷位置纠偏功能,位置控制,同步控制,等等。在运动控制对象上,各种品牌的变频器,均可以非常方便地与simatic t-cpu 相连,通过et200进行运动控制功能扩展,例如:硬件限位开关,找寻原点信号,凸轮开关,等等。同时,所有simatic s7-300 plc系列的ai/ao,di/do,cp,fm模板,均可以自由应用。
%%%%%%%%%%0
图1 送料料道与主机
[DividePage:NextPage]
硬件配置如下:cpu模板 315t-2dp;定位模板im174;扩展模板et200m;数字量输入量模板6es7 321-1bh10-0aa0;计数器模板fm350-1;数字量输入量模板sm321;数字量输出量模板sm322。
4 控制系统实现
4.1 系统架构
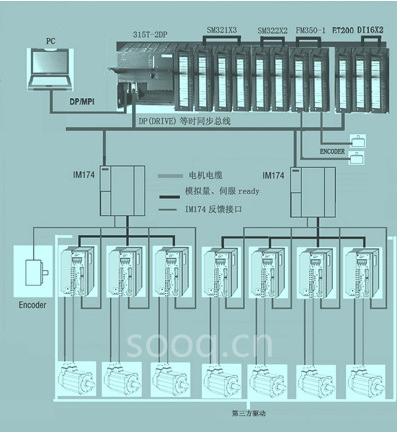
图2 系统架构
系统的要点构成如图2所示。系统的人机界面,用的是联想商用电脑,没有用传统的触摸屏或工控机。因为,项目是用vb6.0开发的上位机软件,给用户提供一个工件编程、cad图形处理、机床信息监控等,商用机适用性较好。
plc采用的是simatic 315t-2dp cpu,上面附有2个通讯口,上位机通过mpi/dp口与plc cpu相连, (6es79720cb200xa0)。与cpu模板紧挨的是3块数字量输入模板,完成输入伺服驱动的报警信号,变频器的启停与报警信息,位置开关和操作面板按钮等等输入信号。然后是2块数字量输出模板,通过中间继电器,控制变频器的启停、各类电磁阀、指示灯等。2块高速计数功能模板fm350-1,其中一个作为工件高度检测计数,另一个是作工件宽度检测计数。因为钢结构工件变形是比较大的,如果工件的边沿不能与加工基准靠齐,那么在工件上孔群就会有误差,通过检测工件的变形量,并将补偿量加在各轴的定位值上。
本机床的7个定位轴,采用2块im174模板,用 profibus dp总线与plc的profibus dp(drive)口相连。特别强调的是:通讯是isochrone(等时同步)方式,它可以使profibus dp 的总线周期时间保持恒定,从而可以大大提高通讯的稳定性。七个轴的伺服驱动器与电机,采用的是日本安川公司的产品,im174可以很好地兼容非西门子的第三方驱动器(因为,西门子伺服驱动器的价格太昂贵了)。但是,需要特别提醒注意的是,伺服驱动器参数中每伏电压所对应的电机转数要设置准确,否则,将会造成跟随误差报警错误,在轴的硬件组态里,电机的最高转速是与10v电压对应的。im174中剩余的最后一个通道,连接编码器,作为工艺数字轴,用来作为送料装置手臂的高度计数检测。两块im174的工艺对象组态如图3所示。

图3 im174的工艺对象组态
[DividePage:NextPage]
由于一个定位轴至少要有2个极限开关与一个原点开关,7个轴需要有21个数字输入量才能满足, im174自身所带的i/o点有限,于是通过et200扩展增加了2块高速输入数字量模板,et200模块是连在dp(drive)总线模式下。整个系统的硬件组态,如图4所示。
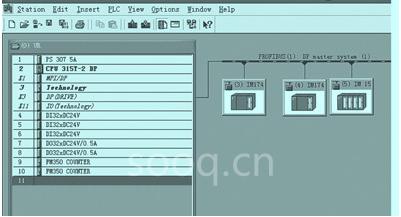
图4 系统的硬件组态
4.2 控制系统的难点及解决方案
(1) 本系统的第一个技术要点就是两组孔群之间的距离要准确;第二个技术要点是孔群内的孔距要关于工件中心线对称;第三个技术要点是轴的有关参数要调整合适。
(2) 孔群之间的距离是由不间断地送料来保证的,多次送料的累积误差要小于规定值。h型钢三个面上的孔以及孔群之间送料距离,经过上位机软件处理后,形成4个数组。上位机通过mpi电缆,将数组传送到simatic t-cpu指定的相对应的db块里。在plc编程时,要用4个指针与4个db块的数组,有严格的一一对应关系。要考虑到触发指针增减的信号,要有唯一性与稳定性,否则送料步进与3个面的钻孔定位值会发生紊乱。
(3) 由于工件是毛胚件,如是人工焊接而成,则可能造成变形较大。为了保证孔群严格关于腹板中心线对称,必须要对工件的外形尺寸进行实时检测。然后,再将实时值与理论值比较,得出偏差数值,将其补偿在相应各轴的定位值里。
(4) 调整好轴的参数:进入technology objects management界面,按照提示一步一步地往下进行。还可以将simatic t-cpu处于stop状态下,将plc的控制权交给technology objects management工具软件,非常方便地对轴进行调试、监控。同时要调整好伺服驱动器的增益等参数,否则系统也会报警。
4.3 simatic t-cpu应用经验
项目基于西门子运动控制技术平台。比较上一代的某品牌平台,西门子运动控制专用simatic t-cpu在项目研发中展示出优秀的专业化技术集成能力。
(1) 通过此项目的设计与调试,对西门子simatic t-cpu有了更深刻地了解:simatic t-cpu 和simotion产品有许多相同之处,都是采用simotion kernel软件内核。simatic t-cpu 通过集成在step7 环境下的工艺软件包来配置和编程。就编程而言,会使用s7-300编程的,就会使用simatic t-cpu编程。同时,用户省略了许多开发软件授权方面的约束。
(2) simatic t-cpu编程语言采用工程师所熟悉的s7-300 plc的编程语言,例如:梯形图lad;stl;fbd;s7-scl;cfc;sfc;s7-graph。
(3) simatic t-cpu的dp (drive) 采用等时同步方式与im174相连,采用总线的方式,连接伺服驱动器,组成分布式的运动控制系统,使定位控制更可靠与精确。im174可以很好的兼容第三方的伺服驱动器,为使用第三方的驱动器, 搭建了一个人性化的运动控制系统开发平台。
(4) simatic t-cpu属于运动控制专用s7-300 cpu。所有运动控制工艺所需要的功能,都在step 7编程库中可以找到,非常容易实现编程调试工作。对工程师运动控制的背景知识要求不高,非常人性化。
(5) 结构化的s7-300 plc编制程序模式,使程序结构清晰,可读性好,现场调试方便;
(6) 所有s7-300 plc程序的功能块、特殊功能块、数据块, 都可以继续使用,方便用户成熟s7-300 plc程序的延续使用。
(7) 3个主轴的旋转是由西门子mm440变频器驱动的。如果再增加一块im174,变频器增加dp通讯板的话,就可以采用dp(drive)总线通讯方式控制主轴,这样主轴的响应性会更好些,可靠性更高些。
5 结束语
自2007年1月份投入使用后,历时7个月的设备运行,控制系统表现出了良好的稳定性。特别是定位的精度与可靠性提升很多。比较原先实用的某plc,定位方案采用的定位模块模块没有位置反馈接口,开环位置控制,伺服驱动器为脉冲型,很容易受到外界干扰而引起定位不准。上位机软件与simatic
t-cpu通讯非常稳定,监控画面没有出现死机的现象。prodave软件与vb6.0结合起来,加之mpi电缆,使通讯可靠性大为增加,速度也非常快。
总之,本控制系统稳定可靠,使机床的控制水平上了一个新台阶,受到了用户的好评。
(转载)

