
导读: 伺服系统由伺服驱动装置和驱动元件(或称执行元件伺服电机)组成,高性能的伺服系统还有检测装置,反馈实际的输出状态。
一.机电一体化及其机床电气控制技术的发展概况
机电一体化技术是随着科学技术不断发展,生产工艺不断提出新要求而迅速发展的。在控制方法上主要是从手动到自动;在控制功能上,是从简单到复杂;在操作上,是由笨重到轻巧。随着新的控制理论和新型电器及电子器件的出现,又为电气控制技术的发展开拓了新途径。
传统机床电气控制是继电器接触式控制系统,由继电器、接触器、按钮、行程开关等组成,实现对机床的启动、停车、有极调速等控制。继电器接触式控制系统的优点是结构简单、维护方便、抗干扰强、价格低,因此广泛应用于各类机床和机械设备。目前,在我国继电器接触式控制仍然是机床和其他机械设备最基本的电气控制形式之一。
在实际生产中,由于大量存在一些用开关量控制的简单的程序控制过程,而实际生产工艺和流程又是经常变化的,因而传统的继电器接触式控制系统常不能满足这种要求,因此曾出现了继电器接触控制和电子技术相结合的控制装置,叫做顺序控制器。它能根据生产需要改变控制程序,而又远比电子计算机结构简单,价格低廉,它是通过组合逻辑元件插接或编程来实现继电器接触控制的。但它的装置体积大,功能也受到一定限制。随着大规模集成电路和微处理机技术的发展及应用,上述控制技术也发生了根本性的变化,在上世纪70年代出现了将计算机的存储技术引入顺序控制器,产生了新型工业控制器——可编程序控制器(PLC),它兼备了计算机控制和继电器控制系统两方面的优点,故目前在世界各国已作为一种标准化通用装置普遍应用于工业控制。
为解决占机械总加工量80%左右的单件和小批量生产的自动化难题,50年代出现了数控机床。它综合应用了电子、计算机、检测、自动控制和机床结构设计等各个技术领域的最新技术成就,它是典型的机电一体化产品。数控机床经过40年来的发展,品种日益增多,性能不断完善,其中以轮廓控制的数控机床和带有自动换刀装置和工作台能自动转位的数控加工中心发展更为迅速。数控机床由控制介质、数控装置、伺服系统和机床本体等部分组成,其中伺服系统的性能是决定数控机床加工精度和生产率的主要因素之一。
二.伺服系统在数控加工中的作用及组成
在自动控制系统中,把输出量能以一定准确度跟随输入量的变化而变化的系统称为随动系统,亦称伺服系统。数控机床的伺服系统是指以机床移动部件的位置和速度作为控制量的自动控制系统,又称为随动系统。
伺服系统由伺服驱动装置和驱动元件(或称执行元件伺服电机)组成,高性能的伺服系统还有检测装置,反馈实际的输出状态。
数控机床伺服系统的作用在于接受来自数控装置的指令信号,驱动机床移动部件跟随指令脉冲运动,并保证动作的快速和准确,这就要求高质量的速度和位置伺服。以上指的主要是进给伺服控制,另外还有对主运动的伺服控制,不过控制要求不如前者高。数控机床的精度和速度等技术指标往往主要取决于伺服系统。

三.伺服系统的基本要求和特点
1.对伺服系统的基本要求
(1)稳定性好:稳定是指系统在给定输入或外界干扰作用下,能在短暂的调节过程后到达新的或者回复到原有平衡状态。
(2)精度高:伺服系统的精度是指输出量能跟随输入量的精确程度。作为精密加工的数控机床,要求的定位精度或轮廓加工精度通常都比较高,允许的偏差一般都在0.01~0.00lmm之间。
(3)快速响应性好:快速响应性是伺服系统动态品质的标志之一,即要求跟踪指令信号的响应要快,一方面要求过渡过程时间短,一般在200ms以内,甚至小于几十毫秒;另一方面,为满足超调要求,要求过渡过程的前沿陡,即上升率要大。
2.伺服系统的主要特点
(1)精确的检测装置:以组成速度和位置闭环控制。
(2)有多种反馈比较原理与方法:根据检测装置实现信息反馈的原理不同,伺服系统反馈比较的方法也不相同。目前常用的有脉冲比较、相位比较和幅值比较3种。
(3)高性能的伺服电动机(简称伺服电机):用于高效和复杂型面加工的数控机床,伺服系统将经常处于频繁的启动和制动过程中。要求电机的输出力矩与转动惯量的比值大,以产生足够大的加速或制动力矩。要求伺服电机在低速时有足够大的输出力矩且运转平稳,以便在与机械运动部分连接中尽量减少中间环节。
(4)宽调速范围的速度调节系统,即速度伺服系统:从系统的控制结构看,数控机床的位置闭环系统可看作是位置调节为外环、速度调节为内环的双闭环自动控制系统,其内部的实际工作过程是把位置控制输入转换成相应的速度给定信号后,再通过调速系统驱动伺服电机,实现实际位移。数控机床的主运动要求调速性能也比较高,因此要求伺服系统为高性能的宽调速系统。
四.伺服系统的分类
伺服系统按其驱动元件划分,有步进式伺服系统、直流电动机(简称直流电机)伺服系统、交流电动机(简称交流电机)伺服系统。按控制方式划分,有开环伺服系统、闭环伺服系统和半闭环伺服系统等,实际上数控系统也分成开环、闭环和半闭环3种类型,就是与伺服系统这3种方式相关。
1.开环系统
图1是开环系统构成图,它主要由驱动电路,执行元件和机床3大部分组成。常用的执行元件是步进电机,通常称以步进电机作为执行元件的开环系统为步进式伺服系统,在这种系统中,如果是大功率驱动时,用步进电机作为执行元件。驱动电路的主要任务是将指令脉冲转化为驱动执行元件所需的信号。
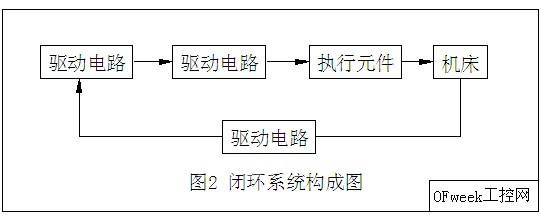
2.闭环系统
闭环系统主要由执行元件、检测单元、比较环节、驱动电路和机床5部分组成。其构成框图如图2所示。在闭环系统中,检测元件将机床移动部件的实际位置检测出来并转换成电信号反馈给比较环节。常见的检测元件有旋转变压器、感应同步器、光栅、磁栅和编码盘等。通常把安装在丝杠上的检测元件组成的伺服系统称为半闭环系统;把安装在工作台上的检测元件组成的伺服系统称为闭环系统。由于丝杠和工作台之间传动误差的存在,半闭环伺服系统的精度要比闭环伺服系统的精度低一些。
比较环节的作用是将指令信号和反馈信号进行比较,两者的差值作为伺服系统的跟随误差,经驱动电路,控制执行元件带动工作台继续移动,直到跟随误差为零。根据进入比较环节信号的形式以及反馈检测方式,闭环(半闭环)系统可分为脉冲比较伺服系统、相位比较伺服系统和幅值比较伺服系统3种。
由于比较环节输出的信号比较微弱,不足以驱动执行元件,故需对其进行放大,驱动电路正是为此而设置的。
执行元件的作用是根据控制信号,即来自比较环节的跟随误差信号,将表示位移量的电信号转化为机械位移。常用的执行元件有直流宽调速电动机、交流电动机等。执行元件是伺服系统中必不可少的一部分,驱动电路是随执行元件的不同而不同的。
最近,我校研制开发出了高性能交流伺服(数控机床)控制系统。该系统性能稳定,质量可靠,可广泛应用于数码雕刻,包装机械,模具生产等工业生产应用场合,更适用于高等学校机电一体化,电子电器,电气自动化专业学生(研究生)生产实习,课程设计等课程的实验研究。
五.伺服系统的发展方向
随着生产力不断发展,要求伺服系统向高精度、高速度、大功率方向发展。
(1)充分利用迅速发展的电子和计算机技术,采用数字式伺服系统,利用微机实现调节控制,增强软件控制功能,排除模拟电路的非线性误差和调整误差以及温度漂移等因素的影响,这可大大提高伺服系统的性能,并为实现最优控制、自适应控制创造条件。
(2)开发高精度、快速检测元件。
(3)开发高性能的伺服电机(执行元件)。目前交流伺服电机的变速比已达1∶10000,使用日益增多。无刷电机因无电刷和换向片零部件,加速性能要比直流伺服电机高两倍,维护也较方便,常用于高速数控机床。
(转载)

