
近年来,半自动转杯纺纱机崭露头角,并迅速地发展起来。它把转杯改为抽气式,采用半自动接头技术,使转速发展到6万r/min~11万r/min,纺纱质量几乎可与全自动媲美,而机器价格又比全自动的便宜很多,从而赢得广大纺纱用户的青睐。
转杯纺的纤维原料以棉和化纤为主,而麻、毛、丝、新型化纤原料的开发,特别是新型化纤(天丝、莫代尔、超细纤维等)的开发,给转杯纺带来新的生命力。在产品开发中,特别要利用转杯纺具有高度并和的优点进行多种纤维的混合利用,利用转杯纺更适合长、短、粗、细纤维混纺的特点,此外,转杯纺要合理利用传统环锭纺不宜纺制的低档纤维原料,合理回用废棉、下脚、再用纤维等。
目前,转杯纺设备逐步向自动化、多功能方向发展。国产全自动转杯纺纱机的研制继续深入;半自动转杯纺纱机朝着提高转速、改善接头质量,增加机台头数和多功能方向发展;
研制专用转杯纺设备,有中、长纤维转杯纺纱机,包芯复合纱转杯纺纱机,竹节纱转杯纺纱机等。
1 概述
该设备实现全变频无极调速控制,电气系统由主控制部份、半自动接头部份(电子清纱部份选用)组成;主系统控制采用台达EH2系列PLC、VFD-B系列变频器、DeviceNet总线组网构成;半自动接头部份采用单片机控制;各控制部份之间通过Modbus组网技术;由触摸屏完成设备参数设定和显示以及机器的调试,自动化程度高,操作简洁方便。
2 特点
电气系统在整机中的概况。电气控制系统由A车头电气柜、B车尾电气柜和C中段控制板以及组成。
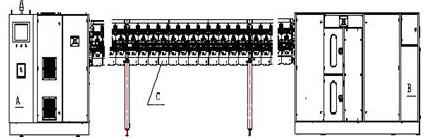
图1 电气控制系统由车头电气柜
车头PLC主机控制七台电机,其中转杯和分梳工频启动,引纱、卷绕、横动、左右喂棉电机通过VFD-B变频器使用PG卡做速度闭环驱动,卷绕和横动电机通过DevicNET总线根据纺织品种做相应的三角波调整,实现张力控制。通过PLC高速脉冲输入采集计算转杯和分梳转速,通过通讯将引纱、卷绕、横动、左右喂棉电机转速读回,显示于触摸屏上。
车尾PLC控制分梳、转杯、工艺风机、排杂风机、左右输送带的启停,左右筒纱计数。
中段控制板单片机(24块)实时通讯计算产量和锭数数据,通过MODBUS协议将相关数据传输回触摸屏显示。
整个控制系统采用标准的现场总线DevicNET架构起高速稳定的现场实时通讯系统,对变频器及远程PLC(车尾)站进行统一控制,具有响应快、可靠稳定、故障易诊断、现场抗干扰能力强等特点,同时满足设备摆频(高速交换设定频率数据)实现张力控制,变频器采用PG卡速度闭环PID调节,保证运行的控制精准度。
3 系统配置
系统配置如表1所示。
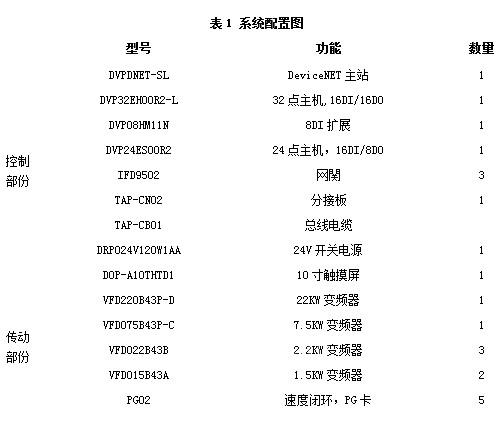
表1 系统配置图
[DividePage:NextPage]
4 网络框架图
网络框架如图2所示。
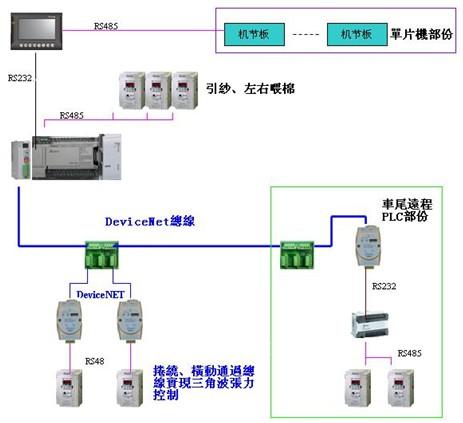
图2 网络框架
5 部份触摸屏内容
通过该画面,了解到所有单片机与触摸屏的正常通讯是否正常。如图3所示。通过该画面监控各保护信息、变频器状态,如图4所示。手动调试画面,单独运行各电机。如图5所示。

图3 部分触摸频内容

图4 监控保护信息及变频器状态

图5 手动调节画面
6 结束语
目前客户已经使用该机型有十几套,总体来说运行稳定可靠,客户称DeviceNet总线通讯可靠、响应快,用于三角波调速效果很满意,也对我们台达PLC、HMI、AMD产品有更深入的了解,后续产品开发会更倾向于选择使用台达产品。这个项目也是我们和施奈德同场竞技的结果,客户开始有意愿使用施奈德控制方案,经过同仁努力,使用了全套台达配置。后续也需要做好客户技术服务工作,保证长期合作。
作者简介:
杨伟强,男,出生于1983年7月,毕业于太原理工大学,通信工程专业。现任中达电通股份有限公司太原分公司应用工程师,负责山西自动化行业客户技术支持、指导、调试工作。
(转载)

